本期监控报告的内容主要包括三个部分,包括:2020年1月燃料电池领域公开专利整体情况介绍;国内申请人专利公开情况介绍;部分申请人介绍及其公开专利解读。
注:文内信息仅为提供分享交流渠道,不代表本公众号观点
2020年1月,燃料电池领域在全球范围内公开/授权的专利共921件,较上月相比,数量有一定下降。
本月,中国地区的发明专利申请公开和实用新型专利授权公告数量总体与上月持平,发明授权公告较上月有所增加。部分公开国家/地区/组织以及数量情况如图1-1所示。
▲
图1-1 部分地区燃料电池专利1月公开/授权情况
1.2 专利技术分支情况
▲
图1-2 燃料电池专利1月公开/授权的技术分布
1.3 申请人专利申请情况
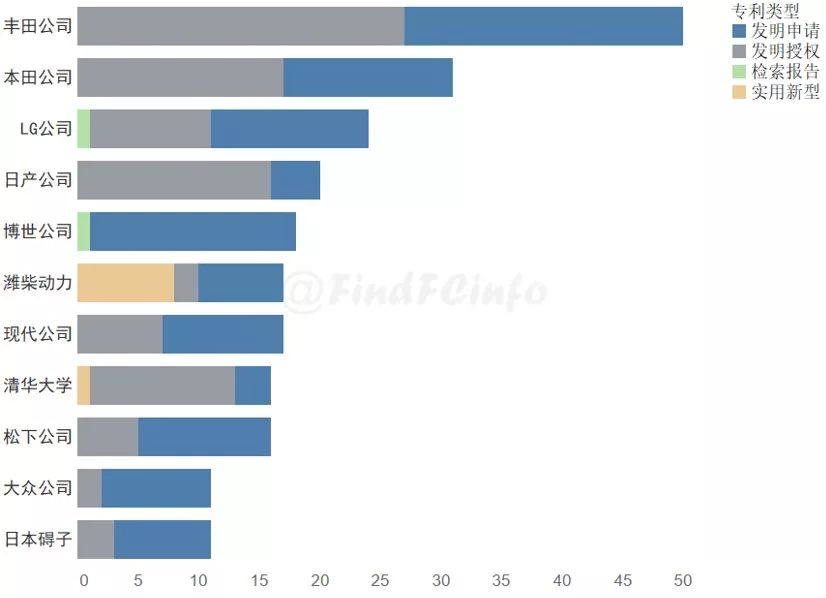
将专利申请人经过标准化处理后,对标准化申请人的专利申请数量进行统计,如图1-3所示。其中:
-
丰田公司公开的专利为50件,发明授权公开27件,发明申请公开23件;
-
LG公司公开专利24件,其公开专利技术分支主要集中在膜电极组件(催化剂)和双极板方面;
-
潍柴动力公开相关专利18件;清华大学公开相关专利16件。
▲
图1-3 标准化申请人专利1月公开/授权排名
2.1 国内整车厂1月专利公开情况
国内整车厂在1月的专利公开情况如图2-1所示。
-
武汉泰歌和格罗夫公开的专利较多,分别为10件、8件,其中格罗夫本月公开专利均为发明申请公开;
-
其他在1月公开了相关专利的整车厂还包括宇通客车、上汽集团、吉利汽车、北汽集团、奇瑞汽车等。

▲
图2-1 整车厂1月专利公开情况
2.2 燃料电池企业1月专利公开情况
国内燃料电池企业在1月的专利公开情况如图2-2所示。
-
潍柴动力公开了18件专利,主要涉及燃料电池系统控制、氢气泄漏检测、燃料气体供给控制等;
-
西安新恒科测控公开8件专利,主要涉及“HT-PEM甲醇水燃料电池”相关技术;
-
烟台菱辰有4件关于“空压机”技术的实用新型专利授权公告。
-
其他在1月公开了相关专利的企业还包括武汉中极氢能、亿华通、锋源氢能、深圳信宇人、上海华敬氢能等。
▲
图2-2 燃料电池企业1月专利公开情况
2.3 科研院所(校)1月专利公开情况
燃料电池相关科研院所(校)在1月的专利公开情况如图2-3所示。
其中,清华大学公开的相关专利较多,共16件,其中发明授权12件。大连理工大学共有8件专利公开,其技术主要涉及阴离子交换膜领域。

▲
图2-3 相关科研院所(校)1月专利公开情况
3.1 现代公司

▲
图3-1现代公司1月公开专利技术分支情况
2020年1月,现代公司在燃料电池领域共公开专利17件,主要涉及电堆、系统控制、热管理等技术分支。
下文分析的现代公司燃料电池膜电极组件相关专利的专利公开号为:US20200036025A1、CN110690456A。
3.1.1 US20200036025A1——一种用于燃料电池的平面膜电极组件及其制造方法
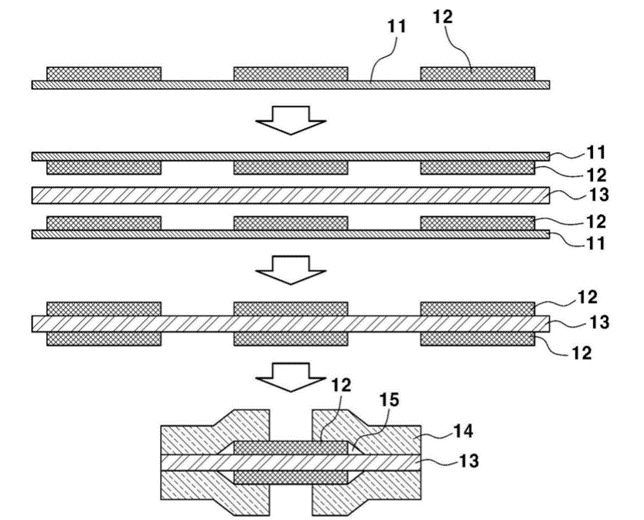
如图3-2所示,燃料电池膜电极组件的常规制造方法,首先将电极12涂覆于剥离纸11上,然后将涂覆有电极的剥离纸放置于电解质膜13的两个表面上,通过压膜机热粘合后去除剥离纸11,以形成膜电极组件。
为了对膜电极组件进行保护,可将密封垫14通过热粘合的方式置于膜电极组件的表面上。
▲
图3-2 膜电极组件常规制造方法
然而,密封垫粘合至膜电极组件时,会形成空隙15、电极12和电解质膜13的边界处会在空隙处暴露;同时,电极12的边缘部分会被密封垫14挤压。
因此,在空隙15形成的状态下,若发生局部压力集中时,膜电极组件会发生劣化,致使其耐久性大大下降。
另外,由于密封垫14的厚度为膜电极组件的两倍左右,容易形成局部高阶梯部分,在电堆堆叠过程中,高阶梯部分也会彼此堆叠,可能会导致系统发生故障或者加速其物理劣化。总之,空隙的存在会造成气密封变差、膜电极组件发生变形、劣化加速等风险。
基于此,US20200036025A1提出一种膜电极组件制造方法,通过该方法可以防止空隙的产生从而消除由空隙产生的危害,具体为:
▲
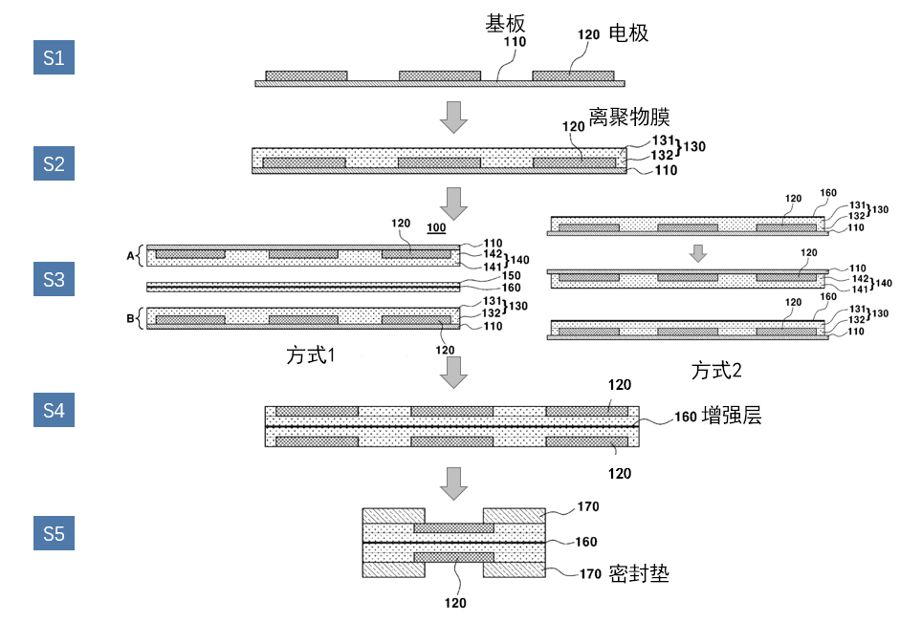
图3-3 US20200036025A1膜电极组件制造流程图
S1:
在基板上形成电极
在基板110上形成多个电极120并以预定间隔(200mm-300mm)进行设置。基板110材料可以选择包括PET、PEN和PI在内的一种或多种。
S2:
在基板上形成离聚物膜并覆盖电极从而制备电极复合件
离聚物膜130、140可通过将离聚物溶液施加于基板110上形成,离聚物溶液可使用与电解质膜150中相同的离聚物(使得离聚物膜和电解质膜之间的粘合力增强),如全氟化磺酸聚合物和有机溶剂等。
当离聚物溶液涂覆于电极120上时,离聚物可渗透电极120表面,使得电极120与电解质膜150之间的接触面积增加,并增大两者的界面粘合力。
另外,电极120之间的空间还可使用包括环氧树脂、聚氨酯或其混合物形成的聚合物膜进行替代,可有效抑制电极120两侧边缘处发生氢气、氧气渗透,提高电极120之间的氢气利用效率,并增强其机械性能、耐化学性,从而提高电池效率和耐久性。
S3:
电极复合件与电解质膜结合
可选择将电极复合件粘合至电解质膜的两个表面或者先将电解质膜的一个表面粘合至一个电极复合件上,然后将另一电极复合件粘合电解质膜的相对表面上。
其中,粘合方式可采用加热至80-120℃的辊压机进行热压粘合。电解质膜150包括增强层160(氟化聚合物如e-PTFE等,厚度1-5μm)和浸渍于增强层160中的离聚物。
S4:
去除基板,制备膜电极组件
在将密封垫170粘合到膜电极组件100之前移除基板110,移除基板110后的膜电极组件表面为平面,其电极包括彼此相对设置的阳极和阴极。
由于阳极具有比阴极更大的反应速率,因此阳极可以具有较少的催化剂含量和更小的厚度,如可选阳极厚度在1-5μm之间,阴极厚度在5-15μm之间。
另外,离聚物膜的厚度应完全覆盖对应电极,因此阳极离聚物膜的厚度可在2-8μm之间,阴极离聚物膜的厚度可在6-8μm之间。
S5:
将密封垫粘合到膜电极组件的表面上
密封垫170可以粘合至膜电极组件100以覆盖每个电极120的边缘和离聚物膜,从而避免空隙的形成。
通过上述制造方法,可使离聚物膜形成于电极的侧表面上以及电极和电解质膜之间,从而提高了电极和电解质膜之间的界面粘合力,改进了电池的耐久性。
另外,该膜电极组件两个表面都是平坦的,可以防止在电极和密封垫之间形成空隙或表面台阶,从而改进气密性并防止由于压力集中引起的劣化。
3.1.2 CN110690456A——具有最小界面电阻的膜电极组件的制造方法
▲
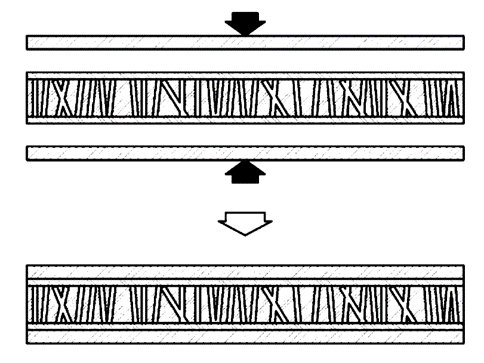
图3-4 热压法制备膜电极组件
膜电极组件的制造方法通常为热压法,如图3-4所示,可先分别制造电解质膜、阳极和阴极,然后将阳极和阴极热压在电解质膜的两个表面上,以形成膜电极组件。为了增加电解质膜的耐久性,可使用离聚物浸渍支撑层形成增强膜。
通过减小电解质膜的厚度可使得氢离子的移动路径最小化,并改善膜电极组件性能。
然而,在用粘合剂涂覆和浸渍增强膜上下表面过程中,增强膜在其厚度减小方面存在限制(膜机械性能方面考虑)。若增强膜的厚度过度减小,在通过转印方法制造膜电极组件时,转印会变得困难。
进而,若电极与电解质膜之间粘合不牢靠,还会造成界面电阻过大的问题。
基于此,CN110690456A提出了一种膜电极组件制造方法,在确保电解质膜机械性能和转印可靠性的前提下,可使得氢离子的移动路径最小化以及电极和电解质膜间的界面电阻最小化,具体为:
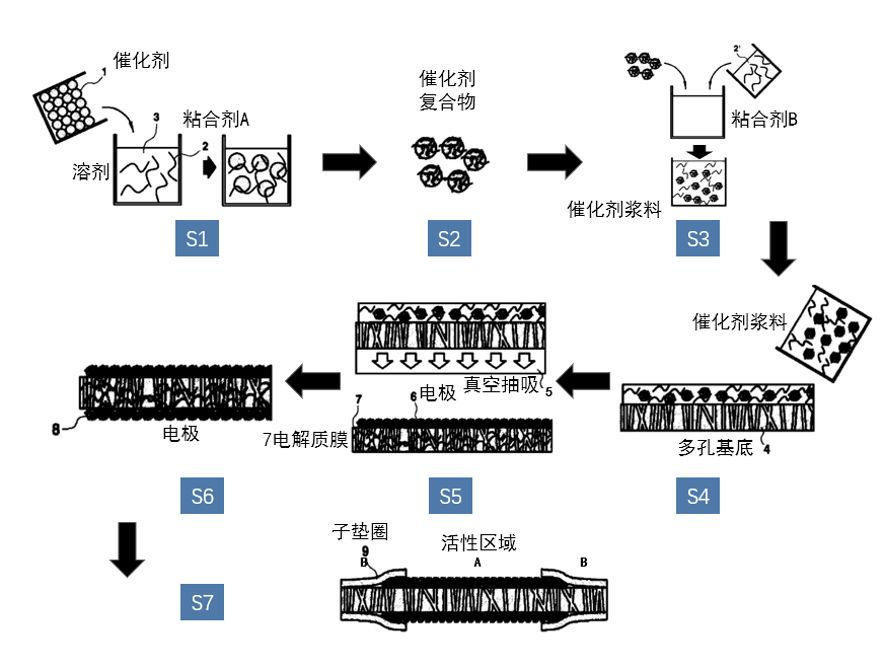
▲
图3-5 CN110690456A膜电极组件制造流程图
S1:
将催化剂和粘合剂A注入溶剂中,并混合制备成催化剂混合物
催化剂可选促进或帮助氢氧化反应和氧还原反应的金属催化剂(如铂、金、锡等);粘合剂应包括阳离子导电聚合物和非离子导电聚合物。
-
阳离子导电聚合物可充当氢离子导体和粘合剂(如氟化聚合物,全氟磺酸等)
-
非离子导电聚合物可以是不含阳离子交换基团的聚合物,并且可以充当将催化剂固定到催化剂层的粘合剂(如PVDF、PBI、PVC、PEO等);
溶剂可选水、甲醇、乙醇等。可通过超声波搅拌器或球磨机搅拌形成催化剂混合物。配比上,相对于100重量份催化剂,催化剂混合物中粘合剂含量可为2-90重量份。
S2:
干燥催化剂混合物制备催化剂复合物
可使用烘箱或者喷雾干燥器(氮气环境下)适当干燥催化剂混合物,粘合剂可固定或部分附着到催化剂上。
S3:
将催化剂复合物和粘合剂B注入溶剂中,并混合制备成催化剂浆料
粘合剂B可以与粘合剂A相同,也可不同。当两者不同时,粘合剂的标准可根据聚合物的当量、添加剂选型或密度等来综合确定。总得来说,相对于100重量份的催化剂复合物,粘合剂B的含量可在200-300重量份。
另外,为了使催化剂浆料具有合适的粘度,可以使用旋转蒸发器对其进行蒸发。
S4:
将催化剂浆料施加到多孔基底上
施加方法可选取喷涂、丝网印刷、静电纺丝、喷墨等。
多孔基底可选取提高膜电极组件耐化学性、抗氧化性和热/机械稳定性的任何材料,如PTFE、e-PTFE等,厚度2μm-8μm,孔径0.05μm-10μm,孔隙率5%-90%(可根据多孔基底的位置或厚度方向来调整)。
S5:
用粘合剂B浸渍多孔基底材料并形成电极6
多孔基底孔径应小于催化剂浆料中的催化剂复合物的粒径,使其不被催化剂复合物浸渍。可通过在没有施加催化剂浆料的另一表面通过真空抽吸(抽吸压力10kPa-20 kPa)来提高粘合剂B浸渍多孔基底的浸渍速度和浸渍率。
当粘合剂B浸渍多孔基底完成时,多孔基底上的催化剂浆料残余物(催化剂复合物以及未浸渍的粘合剂B)可以在室温或烘箱(约80℃)中干燥以形成电极6。
在电极6形成的同时,可形成包含浸渍有粘合剂B的多孔基底的电解质膜7。通过在催化层和电解质膜间形成连续通道,可显著降低催化层和电解质膜层间的界面电阻。
S6:
形成电极8
电极8的形成方式可与电极6的形成方式相同,也可不同,也就是说可采用除通过施加催化剂浆料以外(排除贴花转印法)的方法形成电极8。
当电极8的形成完成时,可以制造用于燃料电池的膜电极组件。本制造方法制造的膜电极组件的电解质膜可以具有约10μm或更小的厚度。
S7:
用子垫圈与膜电极组件的非活性区域进行粘附
子垫圈9可以粘附(可通过热压、辊、超声波振动等方法)到膜电极组件的除了活性区域A(电极上进行气体交换的区域)之外的区域(即非活性区域B),从而确保膜电极组件的物理耐久性。
综上,通过本制造膜电极组件的方法,可以在同时形成电极和电解质膜的过程中最小化电极和电解质膜之间的界面电阻以及形成具有较小厚度的电解质膜,以使氢离子的移动路径最小化。
3.2 丰田公司

▲
图3-6 丰田公司1月公开专利技术分支情况
2020年1月,丰田公司在燃料电池领域共公开专利50件,主要涉及系统控制、电堆、热管理等技术分支。
下文分析的丰田公司燃料电池膜电极组件相关专利的专利公开号为:US20180292464A1。
3.2.1 US20180292464A1——用于膜电极组件的检查装置及检查方法。
▲
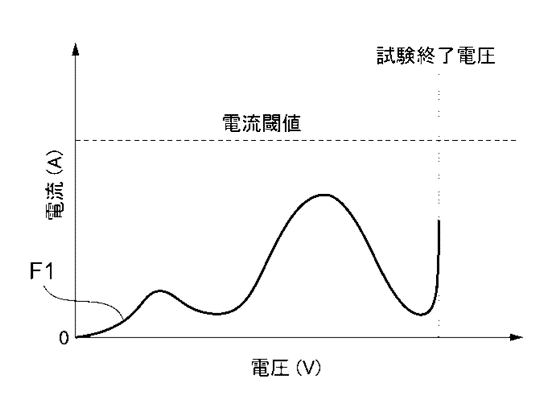
图3-7 现有技术耐压测试,电流-电压关系图
现有技术在对膜电极组件进行耐压测试时,可通过向膜电极组件施加电压(预定电压区间),并且测量流过膜电极组件的电流值大小来判断其质量。
如果流过膜电极组件的电流值为阈值以上,则判定为不良产品;如果在阈值以下,则判定为合格品。然而,即使在耐压测试中被确定为合格产品的膜电极组件中,也可能包含有不良产品。
这是因为在电解质膜在被击穿之后,电流上升需要一定的时间(滞后性),若此时结束测试,则不能够检测到大于或等于阈值的电流,从而导致不良产品未被检测到。
需要注意的是,在对膜电极组件进行耐压测试期间,施加的电压会使构成膜电极组件的电极催化剂层和气体扩散层发生劣化(碳劣化),从而造成膜电极组件性能劣化。
因此,碳劣化率高(碳劣化率是指劣化碳量与用于形成膜电极组件的初始碳量之比)的膜电极组件也属于不良产品(NG)范畴。
基于此,US20180292464A1提出了一种通过碳劣化率高低来对膜电极组件质量进行高精度判定的装置和方法,具体为:
▲
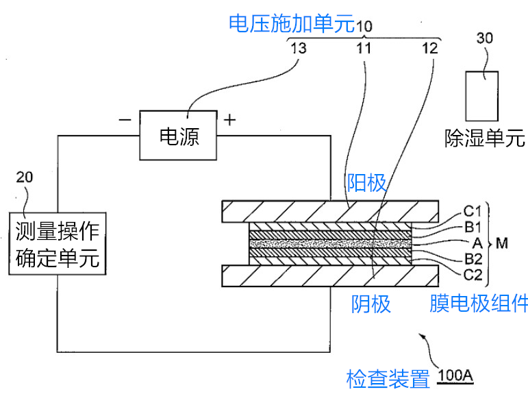
图3-8 膜电极组件质量检查装置
检查装置100A包括测量操作确定单元20、电压施加单元10以及除湿单元30等。
电压施加单元10能够调节施加到膜电极组件两侧的电压值;测量操作确定单元20包括测量单元、计算单元,存储单元等,可测量施加电压期间在膜电极组件之间流动的电流大小并计算该期间的电流积分值,然后与基于预定碳劣化率而设定的电流-时间积分值阈值进行比较,当测量所得电流-时间积分值超过阈值时,则确定膜电极组件有缺陷。
▲
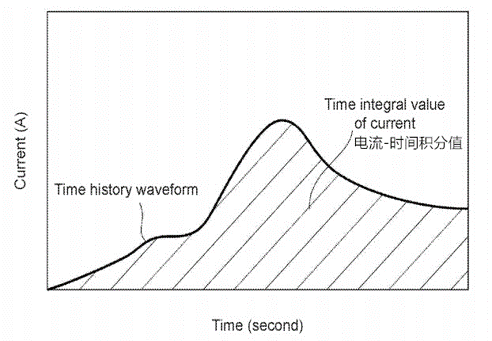
图3-9 电流-时间历史波形和电流-时间积分值
详细测量操作如下:
将膜电极组件M置于电极11、12之间,通过除湿装置使测量环境相对湿度下降,电源13每次向膜电极组件施加可变电压,并在测量时间内,由测量操作确定单元20测量并记录流过膜电极组件的电流大小和时间波形,并计算出测量期间的电流积分值。
然后,与基于碳劣化率阈值设定的电流-时间积分值阈值进行比较,若测量所得电流-时间积分值超过阈值,则可判定被检查的膜电极组件M为不良产品(NG);若低于阈值,则被测产品为合格品(OK)。
▲
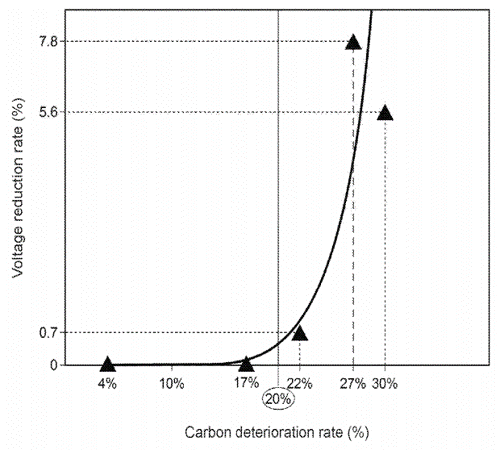
图3-10 碳劣化率-电压下降率关系图
碳劣化率阈值可设置在20%,此时对应的电流-时间积分值为1.9C/cm
²
。如上图所示,当碳劣化率小于20%时,电压下降率极低;当碳劣化率大于20%,电压下降率随着碳劣化率的增加而显著增加。
3.3 上海交通大学
下文分析的上海交通大学燃料电池膜电极组件相关专利的专利公开号为:
CN110739475A。










