制药企业QA应知应会(上)
制药企业QA应知应会(中)
29、洁净区沉降菌测试标准操作规程
1 方法概述:
本测试方法采用沉降法,即通过自然沉降原理收集在空气中的生物粒子于培养基平皿,经若干时间,在适宜的条件下让其繁殖到可见的菌落进行计数,以平板培养皿中的菌落数来判定洁净环境内的活微生物数,并以此来评定洁净室(区)的洁净度。
2 所用的仪器和设备
2.1 高压消毒锅使用时应严格按照仪器说明书操作。
2.2 恒温培养箱必须定期对培养箱的温度计进行定检。
2.3 培养皿一般采用Ф90mm×15mm 的硼硅酸玻璃培养皿。
2.4 普通肉汤琼脂培养基,其配制方法见附件A
3 测试步骤
3.1 采样方法
将已制备好的培养皿,按洁净室沉降菌采样点布置图的要求放置,打开培养皿盖,使培养基面暴露30分钟(静态),再将培养皿盖盖上后倒置。动态监测可使用多个沉降碟连续进行监控,但单个沉降碟的暴露时间可以少于4小时。
3.2 培养
3.2.1 全部采样结束后,将培养皿倒置于恒温培养箱中培养。
3.2.2 在30℃-35℃培养箱中培养,时间不少于48h。
3.2.3 每批培养基应有对照试验,检验培养基本身是否污染。可每批选定3只培养皿作对照培养。
3.3 菌落计数
3.3.1 用肉眼直接计数,标记或在菌落计数器上点计,然后用5-10倍放大镜检查,有否遗漏。
3.3.2 若培养皿上有2个或2个以上的菌落重叠,可分辨时仍以2个或2个以上菌落计数。
4 注意事项
4.1 测试用具要作灭菌处理,以确保测试的可靠性,准确性。
4.2 采取一切措施防止人为对样本的污染。
4.3 对培养基、培养条件及其他参数做详细的记录。
4.4 由于细菌种类繁多,差别甚大,计数时一般用透射光于培养皿背面或正面仔细观察,不要漏计培养皿边缘生长的菌落,并须注意细菌菌落与培养基沉淀物的区别,必要时用显微镜鉴别。
4.5 采样前仔细检查每个培养皿的质量,如发现变质,破损或污染的应剔除。
5 测试规则
5.1 沉降菌测试前,被测试洁净室(区)的温湿度须达到规定的要求,静压差、换气次数、空气流速控制在规定值内。
5.1.2 沉降菌测试前,被测试洁净室(区)已经过消毒。
5.1.3 测试状态有静态和动态两种,测试状态的选择必须符合生产的要求,并在报告中注明测试状态。
5.2 测试人员
5.2.1 测试人员必须穿戴符合环境洁净度级别的工作服。
5.2.2 静态测试时,室内测试人员不得多于二人。
5.3 测试时间
5.3.1 对单向流,测试应在净化空调系统运行不少于15min 后开始。
5.3.2 对非单向流,测试应在净化空调系统正常运行不少于30min后开始。
5.4 沉降菌计数
5.4.1 采样点数目及其布置
最少采样点数目如下表
面 积 m2 | 洁 净 度 级 别 |
A | B | C | D |
<10 ≥10-<20 ≥20-<50 ≥50-<100 ≥100-<200 | 2-3 5 8 16 50 | 2-3 5 8 16 50 | 2 2 2 5 10 | 2 2 2 2 3 |
注:表中的面积,对于单向流洁净室,是指送风面面积。对于非单向流洁净室是指房间的面积。 |
在满足最少测点数的同时,还宜满足最少培养皿数见下表
洁净度级别 | 所需Ф90mm培养皿数(以沉降30分钟计) |
A、B C D | 14 2 2 |
采样点的布置
工作区采样点的位置离地0.8m-1.5m左右(略高于工作面)。
可在关键设备或关键工作活动范围处增加采样点。采样点位置的详细规则见附件B。
房间采样点超过10个点,每7天对所有采样点轮流监测一次。
5.5 记录
监测记录中应记录房间温度、相对湿度、测试状态。
5.6 结果计算
5.6.1 用计数方法得出各个培养皿的菌落数。
5.6.2 平均菌落数的计算,见式(1)。
M1+M2+…+Mn
平均菌落数M= -----------………..(1)
n
式中:M 平均菌落数;
M1 1号培养皿菌落数;
M2 2号培养皿菌落数;
Mn n号培养皿菌落数;
n 培养皿总数。
5.7 结果评定标准:
静态:
洁净度级别 | 微生物(沉降菌)最大允许数 | 洁净度级别 | 微生物(沉降菌)最大允许数 |
个/皿 | 个/皿 |
A、B级 | l | D级 | 10 |
C级 | 3 |
|
|
动态:
洁净 级别 | 浮游菌 | 沉降菌(φ90mm) | 表面微生物 |
Cfu/m3 | cfu/4小时 (b) | 接触碟( 55mm) cfu/碟 | 5指手套 cfu/手套 |
A级 | <1 | <1(单点总数≤1) |
| <1 |
B级 | 10 | 5(单点总数<8) | 5 | 5 |
C级 | 100 | 50 | 25 | - |
D级 | 200 | 100 | 50 | - |
注:
(a)表中各数值均为平均值。
(b)可使用多个沉降碟连续进行监控,但单个沉降碟的暴露时间可以少于4小时。
5.7.1 洁净室(区)内的平均菌落数必须低于所选定的评定标准。
5.7.2 若某洁净室(区)内的平均菌落数超过评定标准,则必须对此区域先进行消毒,然后重新采样两次,测试结果均须合格。
6 附件
6.1 附件A:培养基的准备及灭菌
6.1.1 培养基的准备
培养基应购买省药检所以上国家认可的培养基。
6.1.2 培养基平皿的制备
6.1.2.1 将Ф90mm 的培养皿置于121℃湿热灭菌20min或160℃干热灭菌2h。
6.1.2.2 将培养基加热熔化,冷至55℃时,在无菌操作要求下将培养基注入培养皿,每皿约15mL。
6.1.2.3 待琼脂凝固后,将培养基平皿倒置于30℃-35℃恒温培养箱中培养58h,若培养基平皿上确无菌落生长,即可供采样用。
6.1.2.4 注:制备好的培养基平皿宜在2℃-8℃的环境中存放。
6.2 附件B:采样点布置
洁净和洁净区采样点的布置力求均匀,避免采样点在某局部区域过于集中,某局部区域过于稀疏。下列采样点布置图示可作参考。
30、洁净区悬浮粒子测试标准操作规程
1 测试方法
1.1 方法提要
本测试方法采用计数浓度法,即通过测定洁净环境内单位体积空气中含大于或等于某粒径的悬浮粒子数,来评定洁净室(区)的悬浮粒子洁净度等级。
1.2 测试仪器:尘埃粒子计数器。
1.3 操作步骤
1.3.1 仪器开机接通电源,预热10分钟至稳定后,将采样管接入仪器自净口,仪器开始自净至悬浮粒子数为零。
1.3.2 采样管口置采样点采样时,在确认计数稳定后方可开始连续读数。
2 测试规则
2.1 测试条件:洁净室(区)的温度和相对湿度应与其生产及工艺要求相适应(温度控制在18℃--26℃,相对湿度控制在45%--65%之间为宜)。
2.2 测试状态
有静态测试和动态测试。
静态测试时,室内测试人员不得多于2人。测试报告见洁净区悬浮粒子监测记录。
2.3 测试时间
2.4 A、B级洁净区测试应在净化空气调节系统正常运行时间不少于15min后开始
C、D级测试应在净化空气调节系统正常运行时间不少于30min后开始。
3 悬浮粒子计数
3.1 采样点数目及其布置
悬浮粒子洁净度监测的采样点数目及其布置应根据产品的生产及工艺关键操作区设置。
3.2 悬浮粒子洁净度测试的最少采样点数目见下表
面 积 m2 | 洁 净 度 级 别 |
A | B | C | D |
<10 ≥10-<20 ≥20-<50 ≥50-<100 ≥100-<200 | 2-3 5 8 16 50 | 2-3 5 8 16 50 | 2 2 2 5 10 | 2 2 2 2 3 |
注:表中的面积,对于单向流洁净室,是指送风面面积。对于非单向流洁净室是指房间的面积。 |
3.3 采样点的位置
3.3.1 采样点一般在离地面0.8m高度的水平面上均匀布置。
3.3.2 采样点多于5点时,也可以在离地面0.8m—1.5m高度的区域内分层采样,但每层不少于5点。
3.4 采样点的限定
3.4.1 对任何小洁净室或局部空气净化区域,采样点的数目不得少于2个,总采样次数不得少于5次。每个采样点的采样次数可以多于1次,且不同采样点的采样次数可以不同。
3.4.2 采样点分布:按《洁净区沉降菌测试标准操作规程》中附录B设定。
3.5 采样量:不同洁净度级别每次最小的采样量见下表
洁净度级别 | 采样量,L/次 |
≥0.5μm | ≥5μm |
A、 B C D | 5.66 2.83 2.83 | ---- 8.5 8.5 |
3.6 采样注意事项
3.6.1 采样管口宜向上。
3.6.2 布置采样点时,应避开回风口。
3.6.3 采样时,测试人员应在采样口的下风侧。
4 结果计算
悬浮粒子浓度的采样数据应按下述步骤作统计计算:
4.1 采样点的粒子浓度
CI =C0 *1000/2.83 …………… (1)
式中:CI -----某一采样点的平均粒子浓度,粒/m3;
C0-----某一采样点的粒子浓度(仪器读数),粒/L;
4.2 采样点的平均粒子浓度
C1+C2+…+CN
A= ---------------…………… (2)
N
式中:A-----某一采样点的平均粒子浓度,粒/m3;
Ci-----某一采样点的粒子浓度(i=1,2,…,N),粒/ m3;
N-----某一采样点上的采样次数,次。
4.3 平均值的均值
A1+A2+…+AL
M= -----------………………… (3)
L
式中:M-----平均值的均值,即洁净室(区)的平均粒子浓度,粒/m3;
Ai-----某一采样点的平均粒子浓度(i=1,2,…,L),粒/ m3;
L-----某一洁净室(区)内的总采样点数,个。
4.4 标准误差:

式中:SE—平均值均值的标准误差, 粒/m3
4.5 置信上限:
UCL=M+t×SE………………………………………(5)
式中:t—95%置信上限的分布系数,见下表:
UCL—平均值均值的95%置信上限, 粒/m3
采样点数L | 2 | 3
| 5 | 5 | 6 | 7 | 8 | 9 | >9 |
t | 6.31 | 2.92 | 2.35 | 2.13 | 2.02 | 1.95 | 1.90 | 1.86 | —— |
注:当采样点数多于9点时,不需计算UCL。* |
5 结果评定
判断悬浮粒子洁净度级别应依据下述条件:
5.1 每个采样点的平均粒子浓度必须低于或等于规定的级别界限,即Ai ≤级别界限。
5.2 置信上限必须低于或等于规定的级别界限,即UCL≤级别界限。
5.3 评定标准见下表
| 悬浮粒子最大允 | 许数/立方米(a) |
洁净度级别 | 静态(b) | 动态(b) |
≥0.5 m(d) | ≥5μm | ≥0.5μm(d) | ≥5μm |
A级 | 3500 | 1(e) | 3500 | 1(a) |
B级(c) | 3500 | 1(e) | 350000 | 2000 |
C级(c) | 350000 | 2000 | 3500000 | 20000 |
D级(c) | 3500000 | 2,0000 | 不作规定(f) | 不作规定(f) |
注:
(a)指根据光散射悬浮粒子测试法,在指定点测得等于和/或大于粒径标准的空气悬浮粒子浓度。应对A级区“动态”的悬浮粒子进行频繁测定,并建议对B级区“动态”也进行频繁测定。A级区和B级区空气总的采样量不得少于1米3,C级区也宜达到此标准。
(b)生产操作全部结束,操作人员撤离生产现场并经15~20分钟自净后,洁净区的悬浮粒子应达到表中的“静态”标准。药品或敞口容器直接暴露环境的悬浮粒子动态测试结果应达到表中A级的标准。灌装时,产品的粒子或微小液珠会干扰灌装点的测试结果,可允许这种情况下的测试结果并不始终符合标准。
(c)为了达到B、C、D级区的要求,空气换气次数应根据房间的功能、室内的设备和操作人员数决定。空调净化系统应当配有适当的终端过滤器,如:A、B和C级区应采用不同过滤效率的高效过滤器(HEPA)。
(d)本附录中“静态”及“动态”条件下悬浮粒子最大允许数基本上对应于ISO14644-1 0.5μm悬浮粒子的洁净度级别。
(e)这些区域应完全没有大于或等于5μm的悬浮粒子,由于无法从统计意义上证明不存在任何悬浮粒子,因此将标准设成1个/米3,但考虑到电子噪声、光散射及二者并发所致的误报因素,可采用20个/米3的限度标准。在进行洁净区确认时,应达到规定的标准。
(f)须根据生产操作的性质来决定洁净区的要求和限度。
6 填写测试记录,并附上打印记录。
31、风速、风量、换气次数测试标准操作规程
1 原理:风速是指送风口截面上的气流速度,送风口的风量是由测定截面积与流经该截面上的气流平均速度相乘得到。截面积可用尺子量出后计算得出。
2 仪器:热球式风速仪、微风测速仪、辅助风管(能刚好罩住风口,高度约为1.2米)
3 测试人员:空调机组管理人员、QA
4 测试周期
参见《洁净室环境、人员监测管理规程》
5 测试条件:在空调系统正常运转不少于30分钟后。
6 测试
6.1 风速
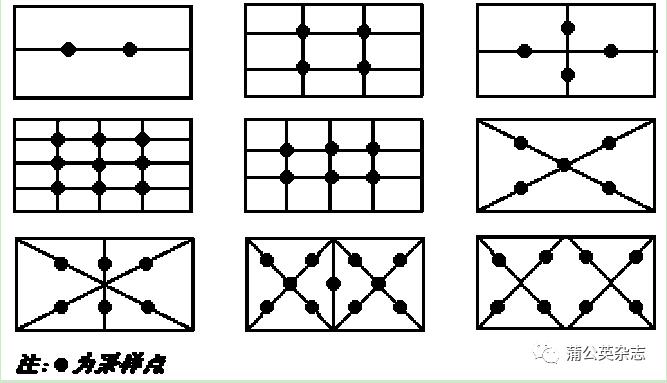
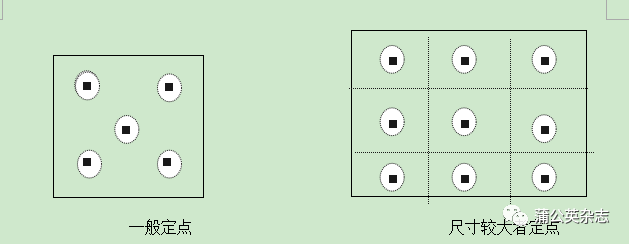
6.1.1 用风速仪贴近风口处测量。按定点测量法要求,根据风口截面大小将其划分为若干面积相等小块,在其中心处测量。对距形风口,一般测5个点即可;对尺寸较大者,可分为相等大小的小格进行测量。如下图:
6.1.2 非单向流可用辅助风管罩上风口并贴近辅助风管底端进行测量,也可用风速仪贴近风口测量。
6.1.3 单向流距离风口10cm进行测量。
6.2 风量
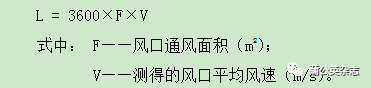
风口截面平均风速乘以风口截面积得到风口风量。
6.3 换气次数
该房间各送风口风量值之和除以房间体积得出该房间的换气次数。
7 计算
7.1 风口平均风速(V):
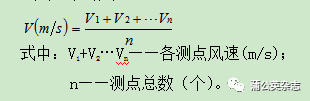 。
。
7.2 风口风量L的计算:
7.3 再计算出房间换气次数n:
32、不合格品销毁标准操作规程
1 不合格品处理方法
1.1 不合格及过期成品处理方法如下:
1.1.1 将外包装(大箱、小盒、说明书)卸下,按GMP要求严格执行双人监督销毁制度,进行撕毁或烧毁。
1.1.2 将药瓶用水浸泡,泡掉瓶签,撕毁;无瓶签而印字的药瓶,用砂纸或有机溶媒擦掉油墨字迹。
1.1.3 药瓶启盖或打碎,内容物倒在指定容器内,质量管理部监督,固体制剂压碎后烧毁或深埋,液体制剂稀释后倒掉。
2 销毁申请和批准程序
2.1 由待销毁物料的所在部门在《不合格品处理单》批示后24小时内填写《不合格品销毁单》上报生产部,注明销毁品种的品名、批号、数量、销毁原因等;
2.2 与生产过程有关的销毁项目报生产管理负责人审核批准;
2.3 与质量控制有关的销毁项目报质量管理部审核批准;
2.4 凡会造成企业经济损失的销毁项目报总经理审核批准。
2.5 属于正常储存到保存期的物品由部门负责人审核,报总经理批准执行。
2.6 生产中的正常剔除品由车间主任批准,QA监督下计数销毁。
3 不合格品销毁执行程序
3.1 《不合格品销毁单》上报生产部后,由生产部负责在24小时内将销毁的具体时间、地点通知质量管理部、计财部(造成经济损失的)有关人员,请他们按时到场监督销毁。在销毁单批准后一周内组织销毁。
3.2 销毁现场应固定在远离生产区并在生产区的下风头处,周围无易燃易爆物品,上方无电线,地下无电缆管线,焚烧地点应挖坑,防止火焰扩散。
3.3 某些物料焚烧会造成空气污染,必须采取剪碎的办法进行销毁。
3.4 焚烧应选择无风晴朗的天气,焚烧时应自始至终有专人负责看管,不得任其自行燃烧,以免发生意外。焚烧完毕后,应用土覆盖残灰或用水浇灭余烬,防止死灰复燃,处理完毕后方可离去。
3.5 销毁后由所有参加销毁的人员在销毁记录上会签。
3.6 《不合格品销毁单》和销毁有关记录由生产部指定专人负责整理,按月归档。
4 包材处理
4.1 生产包装结束后,多余打印批号的包材及破损包材,由各生产车间包装班组长统计数量,在QA的监督下在不合格品室内计数销毁,剪碎或撕毁当日销毁。
4.2 填写销毁记录,销毁人、监毁人签字。
4.3 销毁记录附入该批包装记录中。
33、清场验收标准操作规程
1 车间各班组在生产结束后,按各工序清场操作程序对操作间进行清场,清场结束后,由QA进行验收,验收合格由QA发放《清场合格证》。
2 清场结束后,QA按以下标准进行验收:
2.1 操作间内是否有本批生产遗留物料、文件、废弃物等;
2.2 工序清场是否按《清场标准操作规程》进行;
2.3 操作间是否按《洁净室清洁标准操作规程》进行清洁;
2.4 操作间内的容器是否按《生产用工具、小器具清洁标准操作规程》清洁;
2.5 操作间内的设备是否按该设备的清洁规程清洁;
2.6 各种物品是否码放有序。
3 QA对操作间检查合格后,填写《清场合格证》,正、副本各一份,应注明时间及有效期,一般生产区清场有效期限为72小时, D级以上的洁净区清场有效期限为24小时。
4 《清场合格证》的粘贴
车间各班组操作人员接到《清场合格证》后,将正本粘贴在本批工序清场记录上,将副本附在下批生产产品的批生产记录中。
5 《清场合格证》超过有效期后,生产前应重新清场,按第4.2、4.3项执行。
34、包装工序质量监控标准操作规程
1 包装前的检查
1.1 检查工作区的清洁状况是否符合要求;
1.2 依据产品批包装指令核对待包装产品名称、数量、批号;
1.3 检查所有包装材料是否与领料单相符,且与待包装产品及规格相符;
1.4 检查包装材料有无合格检验报告单;
1.5 检查各种状态标志;
1.6 是否有《清场合格证》并在清场有效期内。
2 包装过程中的检查
根据品种按要求随机取样检查。
2.1 包装品
2.1.1 包装品标识、印字或标签(随时/班)
2.1.2 装量、封口质量、异物、填充物等(随时/班)
2.1.3 打印批号、生产日期、有效期等:端正、准确、字迹清晰(随时/班)
2.1.4 装盒:包装数量、说明书、小盒质量(随时/班)
2.1.5 装箱:数量、装箱单、印刷内容(随时/班)
2.2 检查包装质量情况,检查标签、说明书、合格证的发放及使用情况是否符合要求。
2.3 发现问题时,应立即通知工段长,停止操作,并采取相应措施,及时向质量管理部和车间管理人员汇报。
2.4 是否按要求填写过程原始记录,现场使用状态标识是否准确及时。
3 包装结束后的检查
3.1 检查监控成品的流转,并进行记录。
3.2 检查操作工是否按有关规定进行清场,清场情况是否符合要求。
3.3 检查成品率和物料平衡是否在规定的范围内。
3.4 检查成品是否按规定入库。
35、工艺气体质量检查标准操作规程
1 工艺气体包括制剂用压缩空气和氮气。
2 质量检查位置:所有终端安装除菌过滤器的气体使用点。
3 质量检查项目:
氮 气:可见异物、微生物限度
压缩空气:可见异物、微生物限度、油雾
4 检查方法
4.1 可见异物检查
4.1.1 取样:
取清洁500ml磨口具塞三角瓶,用经0.22µm滤膜过滤的注射用水冲洗三遍。
在磨口具塞三角瓶内装入经过滤的注射用水250ml,于澄明度检查仪下目视检查。要求注射用水不得带有任何纤毛、白点或其它异物,否则重新冲洗。
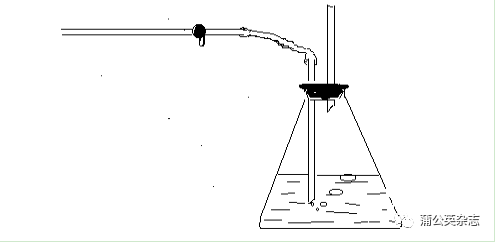
按下图连接到测试的使用点,缓慢开启使用点阀门,使出现连续气泡,气体连续吹1分钟。
4.1.2 于澄明度检查仪下检查通入气体后瓶中注射用水可见异物。
4.1.3 可见异物判定标准
应澄明无色。
不得有明显纤毛(>2mm)、最大粒径超过2mm的块状物和其他异物。
散在纤毛(≤2 mm)、点和块(粒径≤2 mm ) ≤2个。
4.1.4 异常情况的处理
如气体可见异物不合格,应查找原因,必要时经同意,拆装过滤器,直到合格后方可进行洗瓶、灌装操作。
4.2 微生物检查
4.2.1 取样:
取事先清洁灭菌处理的三角取样瓶,加入200ml注射用水。
包好瓶口,于121℃湿热灭菌30分钟。
连接乳胶管和玻璃管,将气体管道阀门缓缓打开吹扫30秒,对玻璃管外壁进行消毒后插入液面下2cm(如上图),然后使气体通入无菌水中1分钟。
关闭气体阀门,三角取样瓶密封送至QC室。
按中国药典微生物检验法检验。
细菌、霉菌和酵母菌总数不得过10个/100ml
4.3 油雾检查:
4.3.1 取样:
压缩空气使用终端出气口连接缓冲瓶后,取事先准备好的吸油纸对准缓冲瓶的出气口,将气体管道阀门缓缓打开吹扫30秒
结果判定:吸油纸应无印记。
5 检测频次
5.1 每月生产前三批对终端过滤后的气体进行可见异物、微生物检查。
5.2 较长时间(7天以上)停产再开工时需要对微生物连续检测三批。
5.3 工艺气体系统大修或重新更换过滤器时需要检测。
5.4 产品质量发生较大波动应配合检测。
36、水针各工序质量监控标准操作规程
1 生产前检查:
1.1 检查各工序是否有《清场合格证》,是否在有效期内,各种状态标识是否符合要求。
1.2 检查各工序计量衡器是否在计量合格期内。
1.3 检查各岗位公用系统的连接状态是否符合要求。
1.4 检查各工序物料是否符合《批生产指令单》的要求。
1.5 检查各操作人员个人卫生是否符合工艺的要求。
2 生产过程中的检查:
2.1 不定时检查操作工生产是否按SOP要求进行操作。
2.2 检查工艺卫生是否符合要求;洁净区风压、温度、湿度是否符合要求。
2.3 状态标识是否及时变更。
2.4 是否及时填写岗位操作记录。
2.5 各工序质量控制点的检查:
2.5.1 理瓶工序
检查安瓿检验报告单及安瓿外包装是否完好,有无损坏,污染。
2.5.2 洗瓶工序
检查隧道烘箱温度与时间控制是否与工艺要求一致,查记录。
烘干后安瓿洁净度。
2.5.3 配剂工序
药液批号划分是否符合规定。
每批药液是否按工艺要求做半成品检验。
过滤器是否做起泡点试验,结果如何。
2.5.4 灌封工序
在灌封前检查灌封机。
灌封过程中要对药液的色泽、可见异物进行检查,查检查记录。
灌封过程中是否定时进行装量检查,出现偏差是否及时调整。
是否对封口安瓿的长度、外观进行检查,是否达到标准,是否按班次随时检查。
是否对灌封后半成品的药液装量和可见异物进行检查,是否按班次随时检查,查检查记录。
取灌封后灭菌前药品送检微生物限度,标准为细菌、霉菌和酵母菌总数不得过10CFU/100ml。
2.5.5 灭菌工序
灭菌柜
工作中的灭菌柜是否有状态标记。
灭菌的药液灭菌温度、灭菌时间是否达到标准。灭菌柜的真空度是否符合要求,是否每锅都按规定进行监测,并作记录。
灭菌前后半成品
灭菌前后半成品的外观清洁度是否达到标准,是否有状态标记,是否按批次进行检查。
灭菌前后半成品是否按批次专区存放,有否物料卡。
2.5.6 灯检工序
对灯检后的半成品按班次定时抽查可见异物。
每盘灯检品是否有标记、灯检责任人,是否按班次随时检查。灯检后合格品是否专区存放,并有状态标志。
2.5.7 包装工序
检查每盘包装品是否有标记、灯检责任人。
检查印字内容、批号是否正确,字迹是否符合规定。
抽查装盒数量,说明书是否正确。是否按班次随时检查。
说明书、小盒的内容是否与标准一致,说明书、小盒物料平衡计算是否符合规定。
装箱数量、装箱单是否正确,包装印刷内容是否正确,是否有装箱单、责任人,是否进行抽查。
37、擦拭取样标准操作规程
1 计算表面积,根据表面积确定取样数。
2 用溶剂润湿已灭菌的棉签,挤压除去多余溶剂。
3 将棉签头按在取样表面上,用力使稍弯曲,平稳而缓慢地擦试,在向前移动的同时,将其从一边移到另一边。擦拭过程应覆盖整个取样表面,翻棉签,按照与前面擦试方向垂直的方向擦试。擦拭面积根据各品种项下要求。
4 擦拭完,将棉签放入试管中,并密封。
5 取灭菌的棉签,按照4.2湿润棉签,直接放入试管封密。
6 取样完成后,应在试管上注明有关取样信息。
38、清洁灭菌后内包材质量检查验证标准操作规程
1 取样位置
1.1 西林瓶、安瓿: 隧道烘箱出瓶处
1.2 胶塞:胶塞清洗灭菌机出口处
1.3 铝塑盖:铝塑盖清洗烘干机出口处
2 检验项目、取样量、检验方法及合格标准
2.1 检验项目:为外观、清洁度、澄明度、细菌内毒素及微生物。外观是基础,外观合格,方进行其他检验。
2.2 取样量:在相应取样位置随机取样。
2.2.1 外观检查在现场完成,检查瓶、塞、盖每批均不得少于30支(只)。
2.2.2 清洁度与澄明度检查每批瓶不得少于10支,塞不得少于30只。
2.2.3 细菌内毒素及微生物检查 在新设备首次运行时,每批做3个平行样。日常监控可适当减量。取样量应为检验量的1.5倍以上。
2.3 检验方法及合格标准: 详见表1。
3 结果分析与评价
3.1 根据检验结果做出评价,写好验证报告。
3.2 检验结果及报告由质量管理部负责人批准。
表1:
项 目 | 内包材名称 | 方 法 | 标 准 |
外观及 清洁度 | 瓶、塞、盖 | 目检 | 无金属屑、玻璃屑裂纹、缺损及多边, 无肉眼可见污物 |
西林瓶、安瓿 | 加入注射用水,将瓶倒置让水流出 | 无明显水珠挂壁 |
澄明度 | 西林瓶、安瓿 | 根据瓶子规格,加入无毛点水约2~10ml,充分润过瓶子内壁,在伞棚灯下目检 | 毛点总数≤3个 其中色点=0 >5mm毛=0 |
胶塞 | 取10支胶塞于50ml比色管中,加入无毛点水50ml,充分振荡后在伞棚灯下目检 | 毛点总数≤3个 其中色点≤1个 >5mm毛=0 |
细菌内毒素 | 西林瓶、安瓿 | 加入注射用水约2ml充分润过瓶子后,对水检测 | ≤0.25 EU/ml |
胶塞 | 用10ml注射用水浸洗5只胶塞后,对水检测。 |
微生物 | 西林瓶、安瓿 | 加入无菌注射用水约2ml充分润过瓶子后,对水检测 | 符合无菌规定 |
胶塞 | 将5支胶塞加入到25ml预先处理的装有液体肉汤培养基的试管中,于35℃培养7天。 | 培养液保持澄清 |
铝塑盖 | 棉签擦拭、平皿法 | <10CFU/5个盖 |
4 日常监控及验证检查周期
4.1 日常监控外观、清洁度及澄明度。不定期监测细菌内毒素及微生物。
4.2 新设备或新清洗灭菌方法运行应连续全项检查最初三批。
4.3 较长时间停产再开工时连续全项检查前三批。
4.4 产品质量发生较大波动应配合监测。
39、传递窗紫外灯使用及物料传递标准操作规程
1 传递窗的使用原则
1.1 传递窗洁净级别低的一面的门为A门,洁净级别高的一面的门为B门,两门不能同时打开。
1.2 传递窗内紫外灯累计使用时间不得超过2000小时,否则更换。每次使用做好记录。
1.3 传递窗需编号,分别是Z01、Z02、Z03、Z04、Z05。具体功能如下:Z01物品传入用,Z02鼠传入及传出用,Z03废物传出用,Z04废物传出用,Z05传出及传入大仪器设备用。
2 传递窗的使用
2.1 向洁净区传入物品时,物品表面用75%的酒精擦拭2遍→打开A门→放入物品→关上A门→开紫外灯照射20-40分钟→关闭紫外灯→打开B门→把物品拿入洁净区→关上B门。
2.2 传出物品时,打开B门→放入物品→关上B门→打开A门→取出物品→关上A门→打开紫外灯照射20-40分钟→关闭紫外灯。
2.3 传递窗定期清洁。
40、枯草杆菌黑色变种芽孢菌片使用标准操作规程
1 枯草杆菌黑色变种(ATCC9372)芽胞是国际通用消毒指标菌,具有良好的抗菌代表性, 保存稳定,容易培养和识别。
1.1 该菌为革兰氏染色阳性杆菌,极易形成芽胞,其芽胞位于菌体中央,不膨大。
1.2 100℃流通蒸汽,可耐受4分钟;890mg/L环氧乙烷耐受120-150分钟;D10值2.6-2.8分钟;1%甲醛溶液耐受60-70分钟。
2 使用方法
2.1 用于环氧乙烷、微波、干热消毒效果监测,将1×106CFU/片的枯草杆菌黑色变种芽胞菌片置于一单层小布袋内,然后包入消毒包内适当位置,消毒后按无菌操作取出,作微生物检验。
2.2 用于甲醛气体及其它消毒剂熏蒸消毒监测时,可将菌片悬挂在消毒环境内进行消毒处理,然后按无菌操作取出作微生物检验。
2.3 用于各种消毒剂液体浸泡消毒效果监测时,可将菌片直接放入消毒液内,消毒后按无菌操作取出进行微生物检验。
3 注意事项:菌片及其制备的芽胞应保存在4-8℃冰箱内。
41、嗜热脂肪芽孢杆菌标准操作规程
1 嗜热脂肪芽孢菌芽孢(ATCC7953)所制成的生物指示剂,能正确反映压力蒸汽灭菌过程中时间、温度和灭菌效果之间的关系。适用于检查压力蒸汽灭菌锅的效能。压力蒸汽灭菌方法的正确性和压力蒸汽灭菌效果的判断。
1.1 耐热参数:121℃压力蒸汽灭菌死亡时间不超过19分钟,存活时间不少于3.9分钟,121+0.5℃,饱和蒸汽测得D121=2.2。
2 使用方法
2.1 将ATCC7953制成的生物指示剂,和被灭菌制品一起放置在灭菌柜(锅)内上,中下层或者排气口(冷点处)灭菌后取出,然后直接放于56-60℃培养24-48小时,并另取一支未灭菌的生物指示剂,一起放于56-60℃培养,作为阳性对照。
2.2 结果判断:根据颜色反应判断灭菌效果,培养后全部保持紫色为灭菌合格,若由紫变黄判为灭菌不合格。对照管应由紫变黄判为该指示剂有效。
3 规格
3.1 Fo﹥8残存概率法:适用于115℃-117℃湿热灭菌的药品监控及验证。黄盖头包装。
3.2 Fo﹥12过度灭菌法:适用于121℃,30分钟或132-134℃,4-6分钟过度杀灭的物品,如包装材料,无菌衣等监控及验证。白盖头包装。
4 注意事项
4.1 本品使用前应0-4℃避光贮存。
4.2 本品制成的生物指示剂,若使用后由紫色变黄色时,须经高压灭菌后,才能弃去。

ouryao-com·因为有你










