冷却对整套模具是相当重要的,要求不高的模具就随便拉两条,甚至可以不过模仁,要求高的就相当杀设计师的脑细胞,为了冷却的均匀,感觉所有成型零件上都有运水,呵呵!
其实并不是所有的公司都对冷却系统要求那么严,也有很多厂对于运水只是随便上两条就可以了,而实际上冷却在一幅模具中是相当重要的,它直接影响到的可是产品的质量和生产效率,毕竟一切都是为了生产嘛,这也牵涉到生产的成本和效益问题了。
其实冷却只是调节模具温度的,不是所有的产品生产都需要冷却,有的需要的是加热,加热这里先不讲,咱们来聊聊冷却吧。
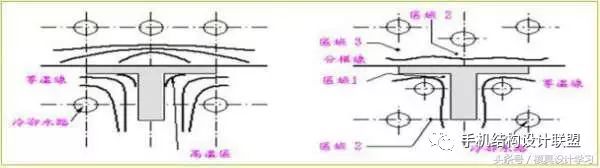
当塑料注入型腔后,必须释放大量的热量才能凝固,每种塑料都需要模具温度维持在某一适当的温度。模具温度对产品质量的影响主在表现在四个方面。
1:成形的影响 每一种塑料都有其适合的成形温度,在实际生产中如果能一直维持这个温度的话,那么它的成形性会比较平稳。如果模温过低,会降低塑料的流动性,可造成产品轮廓不滑,甚至填充不满。过高则会使产品在脱模时或者脱模后变形。
2:收缩的影响 保持恒定的模温,能减少产品收缩的波动,提高产品的合格率。
3:产品变形 前后模温差过大,会使产品收缩不均匀,导致产品翘曲变形,尤其是壁厚不均和形状复杂的产品,所以很多时个我们在开模检讨中,产品的壁厚会当做一个重点去检查。
4:外观质量 适当的提高模具温度能改善产品的外观质量,模温过低易使产品轮廓不清,或产生银丝,云纹或粗糙度增加等。
模具的热量,大部份都是被水带走的,当然空气和其它也带走一部份,因此我们在设计运水时就得仔细了。
模具中运水的设计怎么样才是最佳呢?并不是运水越多越好,我们要力求一个均匀,如果搞得这里很多运水,那里又没有,这样很明显,冷却不均,产品问题多多,麻烦也多多。在实际的设计过程中,由于很多的因素影响(模具结构,顶针,镶件等),并不能保证绝对的均匀,大概差不多就可以了。
我个人在设计时主要遵守以下这几条原则:
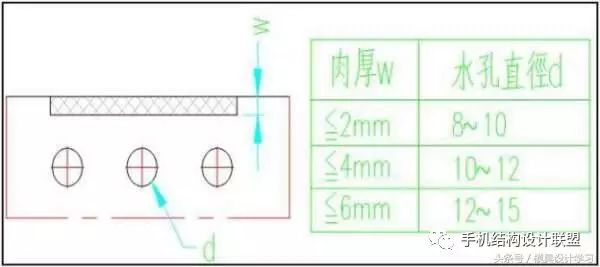
1:运水孔越多,直径越大,间距越小,冷却效果越好,一般情况下,水孔直径在φ8~φ12之间选取较为适合,无论多大的模具,直径不能超过14mm(水井除外)。
2:水孔排列尽可能按产品的形状来排列,离胶位的距离根据产品的壁厚来定。
3:热量多的地方,冷却就要加强。比如胶位厚,多和热浇口的地方。
4:水管接头不能跟防碍码模。
5:水管的接头不能相互干涉,一般在30以上就可以了。
6:进出水的温差不要过大。一般在5度以内,因此,适当的缩短一个回路的长度。
7:在容易产生融接痕的地方别冷却过头了。
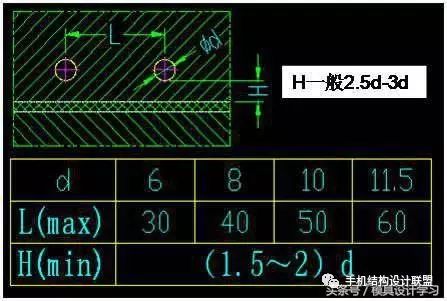
8:两条平行的水路,间距以50为标准,小的产品可以适当的减小。
9:运水到顶针,镶件间的距离,最小3mm。
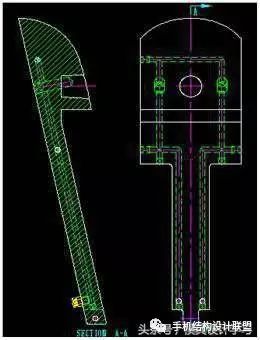
10:在深骨,不太容易做运水的地方,可考虑做成铍铜镶件。
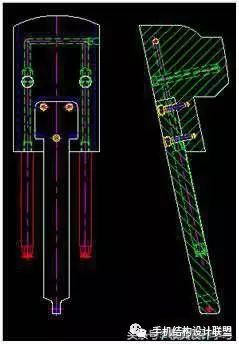
11:大的斜顶,冷却是不可忽略的。
特
别
声
明
:
本
文
内
容
为
本
公
众
号
整
理
、
编
辑
、
原
创
,
部
分
图
片





