PCB作为电子零组件安装与插接的主要支持体,对整个科技界有着举足轻重的作用。
iPhone X引入双电芯、3D-sensing等新功能,可是主板大小仅为iPhone 8的70%,这个更小的主板就由PCB板的技术升级来实现。
小到手机、电脑,大到汽车、火箭,我们身边很多令人惊艳的产品革新,都离不开PCB技术的提升。
在中国成为电子产品制造大国的同时,全球PCB产能也在逐渐向中国转移,根据PCB专业咨询公司Prismark数据预测,2025年中国大陆PCB产值可达到334亿美元规模,将占全球规模的50.15%。
可是在繁荣之中,有些暗潮却不可忽视,在消费升级的趋势下,对高端PCB的批量生产愈发成为云霓之望。
随着5G技术的部署与实施、汽车电子产业、高端消费型电子、人工智能技术的飞速发展,也伴随着人工成本直线上升,原材料价格大幅上涨,环保督察越加严苛,越来越多的PCB制造厂商在布局新工厂的智能工厂建设,希望通过提高工厂自动化水平降低对人工的依赖,通过提高生产数字化及管理水平,降低制造成本,以期抵消一部分原材料成本,提升企业的核心竞争力,数字化工以及智能工厂建设已经成为PCB新工厂建设的首选。
今天笔者结合在PCB行业的数字化工厂建设经验以及来自PCB制造企业的专家支持,对PCB智能工厂建设的关键技术进行探索和分享一些新工厂建设与规划的最佳实践经验。
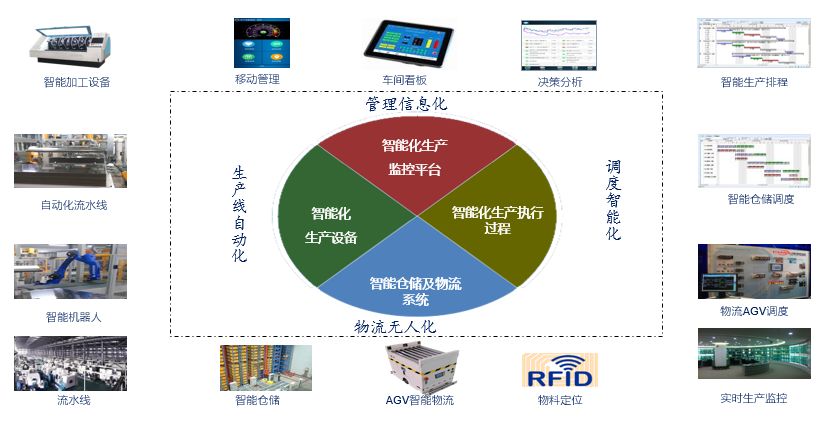
智能工厂的建设应充分融合了信息技术、先进制造技术、自动化技术、通信技术和人工智能技术。每个企业在建设PCB智能工厂时,都应该考虑如何能够有效融合这五大领域的新兴技术,与企业的产品特点和制造工艺紧密结合,确定自身的智能工厂推进方案。展开来看,
智能工厂的建设应考虑如下要素:
设备互联
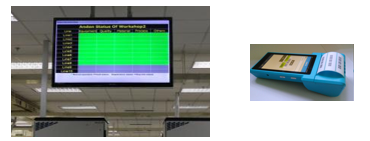
能够实现设备与设备互联(M2M),通过与设备控制系统集成,以及外接传感器等方式,由SCADA(数据采集与监控系统)或EAP(设备自动化系统)实时采集设备的状态,生产完工的信息、质量信息,下发数控程序,并通过应用RFID(无线射频技术)、条码(一维和二维)等技术,实现生产过程的可追溯。
广泛应用工业软件导入
广泛应用PLM(产品生命周期管理)、Plant Simulation(工厂产线仿真)、MES(制造执行系统)、APS(先进生产排程)、能源管理(EMS)、质量管理系统(QMS)等工业软件,实现生产现场的可视化和透明化。在新建工厂时,可以通过数字化工厂仿真软件,进行设备和产线布局、工厂物流、人机工程等仿真,确保工厂结构合理。在推进数字化转型的过程中,必须确保工厂的数据安全和设备和自动化系统安全。在通过专业检测设备检出次品时,不仅要能够自动与合格品分流,而且能够通过SPC(统计过程控制)等软件,分析出现质量问题的原因。可以说,工业软件是智能工厂的软支撑和硬实力。
充分结合精益生产理念
自动化设备、数字化工业软件平台是实现智能工厂的必要手段、资源和工具,同时智能工程的另一个核心是精益生产管理,否则再先进的设备或者软件系统都无法实现智能工厂的梦想。因此智能工厂还充分体现在工业工程和精益生产的理念的导入和实际贯彻执行,并融入到数字化系统当中,能够实现按订单驱动,拉动式生产,尽量减少在制品库存,消除浪费。推进智能工厂建设要充分结合企业产品和工艺特点。在研发阶段也需要大力推进标准化、模块化和系列化,奠定推进精益生产的基础。
实现柔性自动化生产
结合企业的产品和生产特点,持续提升生产、检测和工厂物流的自动化程度。
产品品种少、生产批量大的企业可以实现高度自动化,乃至建立黑灯工厂;
小批量、多品种的企业则应当注重少人化、人机结合,不要盲目推进自动化,应当特别注重建立智能制造单元。
工厂的自动化生产线和装配线应当适当考虑冗余,避免由于关键设备故障而停线;
同时,应当充分考虑如何快速换模,能够适应多品种的混线生产。
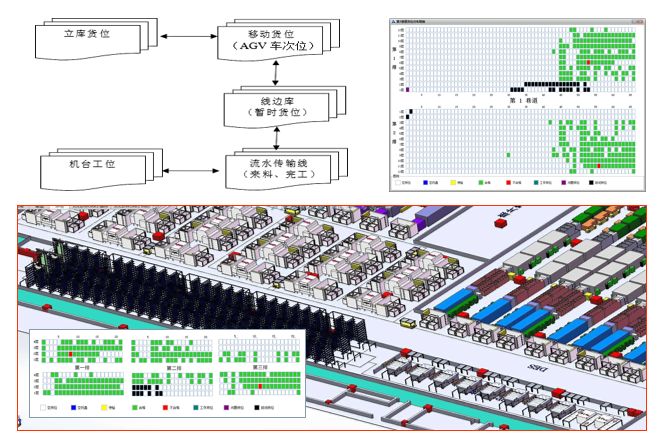
物流自动化对于实现智能工厂至关重要,尤其在新工厂规划时,企业可以通过AGV、行架式机械手、悬挂式输送链等物流设备实现工序之间的物料传递,并配置物料超市,尽量将物料配送到线边。
质量检测的自动化也非常重要,机器视觉在智能工厂的应用将会越来越广泛。
此外,还需要仔细考虑如何使用助力设备,减轻工人劳动强度。
注重环境友好,依托PCB绿色工厂体系
2016年9月3日,为贯彻落实《中国制造2025》、《绿色制造工程实施指南(2016-2020年)》,加快推进绿色制造及绿色制造体系建设,工业和信息化部办公厅印发了《关于开展绿色制造体系建设的通知》(工信厅节函〔2016〕586号),提出要全面统筹推进绿色制造体系建设。2018年11月1日,广东省节能减排标准化促进会团体标准《印制电路板制造业绿色工厂评价导则》正式发布实施。印制电路板行业属于重污染行业,应能够及时采集设备和产线的能源消耗,实现能源高效利用。在危险和存在污染的环节,优先用机器人替代人工,能够实现废料的回收和再利用。
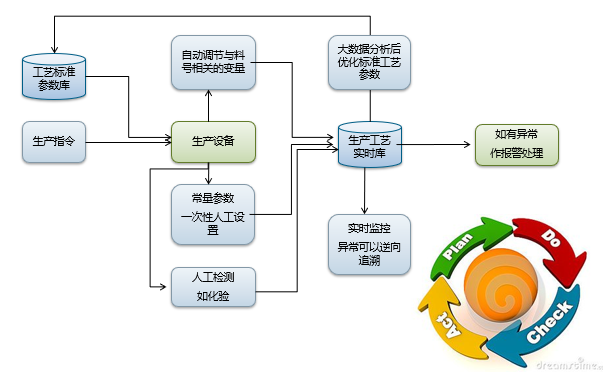
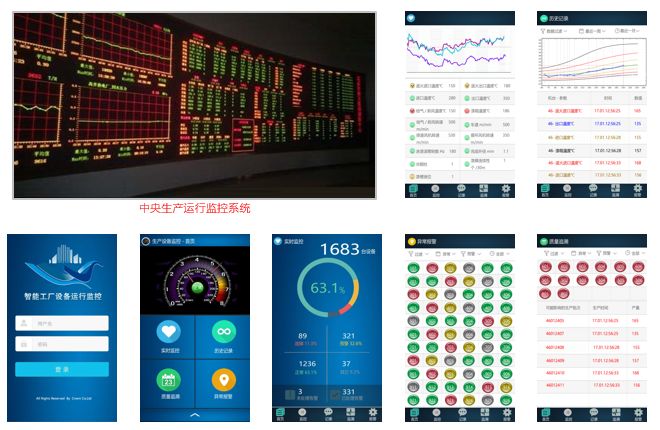
可以实现实时洞察及生产大数据分析
可以实现实时洞察。从生产排产指令的下达到完工信息的反馈,实现闭环。通过建立生产指挥系统,实时洞察工厂的生产、质量、能耗和设备状态信息,避免非计划性停机。通过建立工厂的Digital Twin(数字孪生),方便地洞察生产现场的状态,辅助各级管理人员做出正确决策。
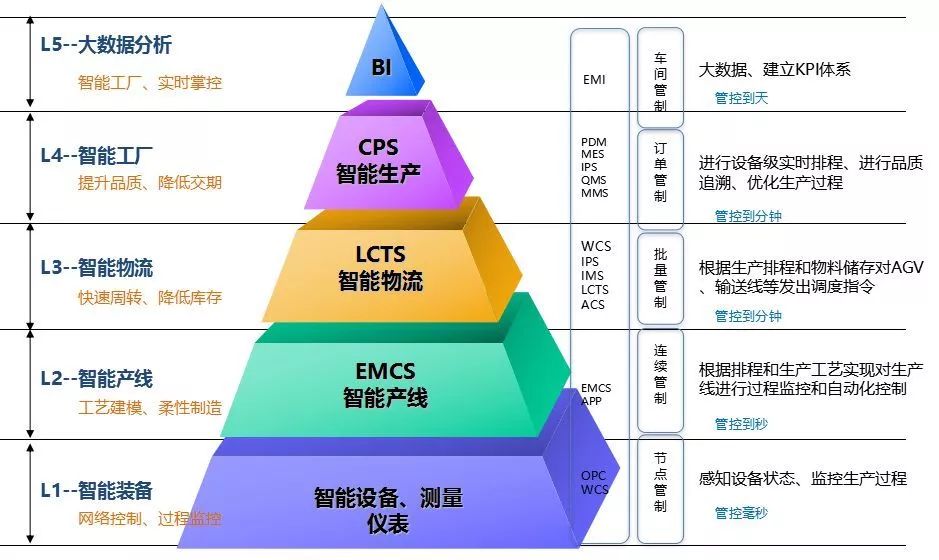
基于以上考虑,PCB智能工厂数字化运营管理体系需要在以下5个层面进行综合设计、规划和考量。
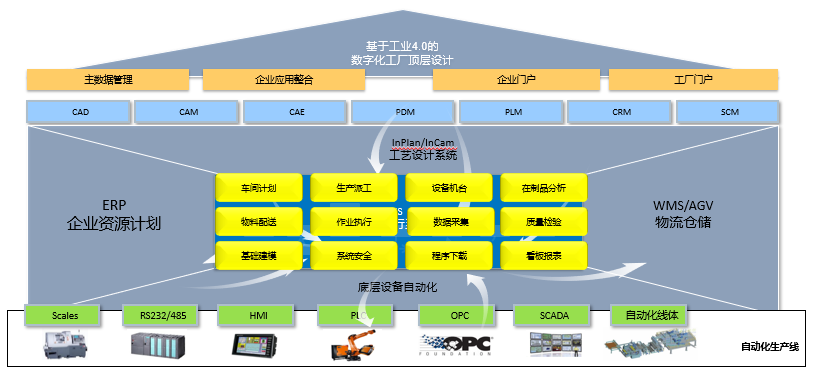
西门子针对PCB智能工厂的建设,可提供
以
下解决方案的支持和咨询服务工作:
1、PLM,Teamcenter
,产品生命周期管理,细化Inplan工艺数据、工艺参数,BOM管理,建立PCB知识库,提升设计、工艺、制造协同及技术状态的贯彻执行能力。
它主要包括基础技术和标准(例如可视化、协同和企业应用集成)、信息创建与分析工具(如CAD、CAM、CAE (Computer Aided Engineering)、计算机辅助软件工程CASE(Computer-Aided Software Engineering)、信息发布工具等)、核心功能(例如数据仓库、图文档管理、工作流管理等)、应用功能(如变更管理和配置管理)、面向PCB业务/行业的解决方案。
2、Plant Simulation,Tecnomatix
,可以对各种规模的PCB工厂和生产线,包括大规模的跨国企业,建模、仿真和优化生产系统,分析和优化生产布局、资源利用率、产能和效率、物流和供需链,以便于承接不同大小的订单与混合产品的生产。
它使用面向对象的技术和可以自定义的目标库来创建具有良好结构的层次化仿真模型,这种模型包括供应链、生产资源、控制策略、生产过程、商务过程。
用户通过扩展的分析工具、统计数据和图表来评估不同的解决方案并在生产计划的早期阶段做出迅速而可靠的决策。
3、APS,Opcenter
,高级计划与调度系统,制定工序级作业计划,建立未来数字化工厂的中央调度指挥中心,协同生产、插单、补单等生产过程。
4、MES,Opcenter
,精益制造执行系统,对订单计划、物流、在制品、质量等进行进行精细化管理和控制,作为智能工厂的数字化运行支撑平台,MES将连接和整合ERP、EAP、APS、QMS等若干系统,打通订单流、物料流、工艺流、质量流等,构建工艺闭环、计划闭环、质量闭环等闭环数字化生产体系。
5、QMS,Opcenter
,质量管理系统,遵从TS16949体系,帮助PCB企业在汽车板、高端消费型电子生产打造全面质量管理体系和零缺陷制造保障。
6、EAP,Siemens PAC
,设备自动化系统,实现与自动化生产线的系统整合,采集设备状态数据、生产过程参数、质量数据、下传数控程序、设备控制参数等,EAP作为智能工厂中设备与系统的连接纽带,为设备自动化提供运作指令和控制参数。
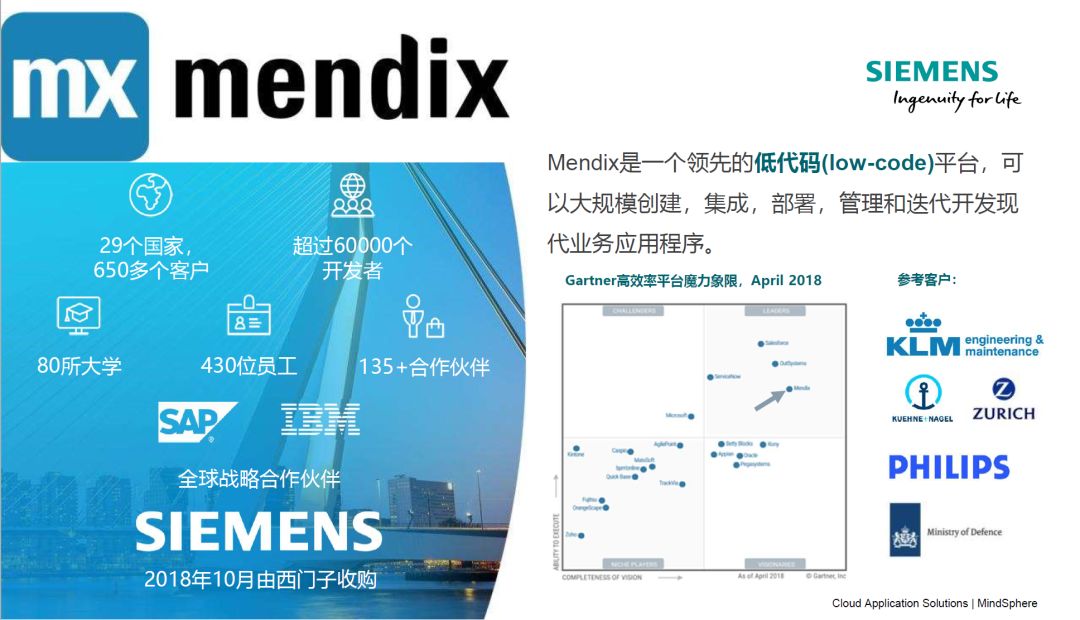
7、Mendix
,低代码移动应用开发及现有应用系统整合和扩展增强工具。
数字化工厂未来将不再过多依赖IT技术,而是将系统的运维,业务功能增强、系统整合的前
端
实现交给业务部门关键用户负责他们可以通过低代码的开发工具快速进行业务操作功能的设计实现,并将其部署到智能移动终端(比如智能手机、手持Pad,可穿戴操作终端等)。
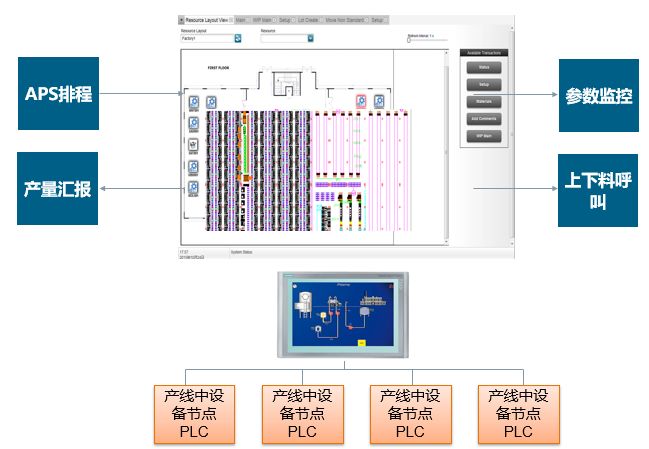
如何让生产线智能化?
-需要集成式智能产线单元,让生产线单元具备以下能力:
·工单管制:
人工输入或从CPS服务器接收本产线的工单,内容包括:
“生产批号(工单号)、产出数、所需物料数、物料批号),CPS可远程变更产线的工单信息;
·远程参数设置和监控:
产线单元完整本机参数设置功能(正常值、上下限),同时具备有从CPS远程下发生产参数的功能,每个新工单下发后产线需重新检查参数,对重要参数每隔N秒向CPS反馈实时参数,对参数异常除了本机报警外,需向CPS系统远程报警;
·实时WIP功能:
自动向CPS反馈产线的累计生产完工数、产线累计物料耗用量,上料双工位每个工位的实时结存数、下料双工位每个工位的实时结存数量;
·防错料:
放板机上L料架时,产线自动读取RFID托架号,然后从CPS中对比“本机工单号、托架号对应的数量和批次”,如果不对,则立即停机并产线报警,同时并将报警信息发至CPS;
放板机一个L型托架装满时,自动向CPS反馈当前托架号、当前半成品批号、本托架数量;
计划管控:
协同生产/插单/补件/归队
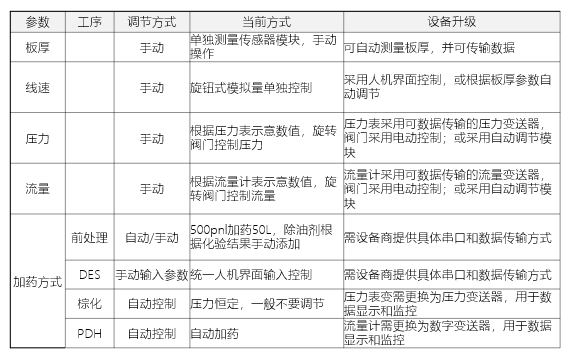
如何让设备智能化?
-智能单机设备与智能单机设备联网
1、如果设备商的产线单元可以满足本项目的的要求,CPS可以直接与设备商的中控软件进行通讯,通讯协议及标准可以参照SECS/GEM协议和数据格式;
2、如果部分设备是基于PC架构的工控机(LINUX、WINDOWS)作上位机,但不具体产线智能化控制单元,建议在现有上位机的程序上作升级,增加部分功能,实现智能化;
3、如果部分设备采取HMI作为上位机,HMI系统本身不具体TCP/IP通信和较差的程序扩展功能,建议将低端的HMI模块移植到工控机(LINUX、WINDOWS)作上位机,重新开发;
此类产线单元由设备商开发,项目集成商提供支持。

如何生产?
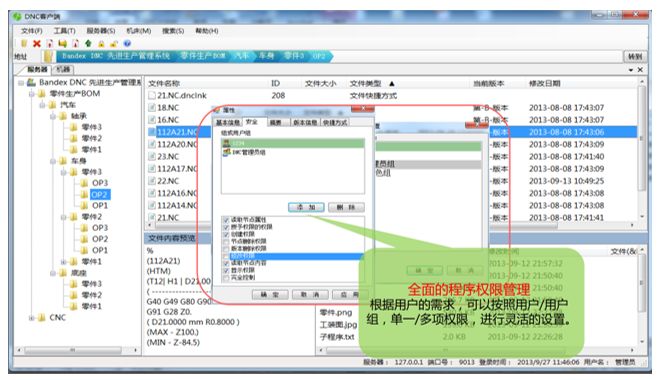
-产品工艺文件PDM管理
生产的物料在哪里?
-WMS物流动态定位
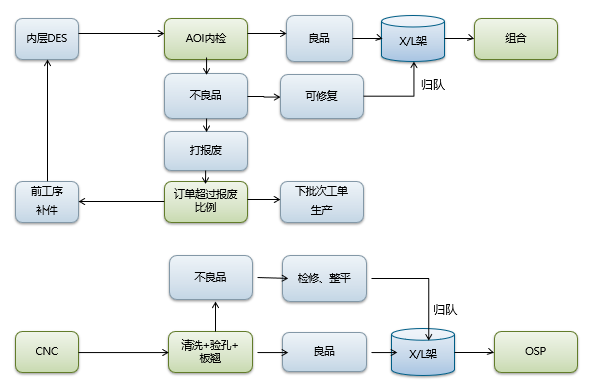
全面质量管控,打造零缺陷质量体系
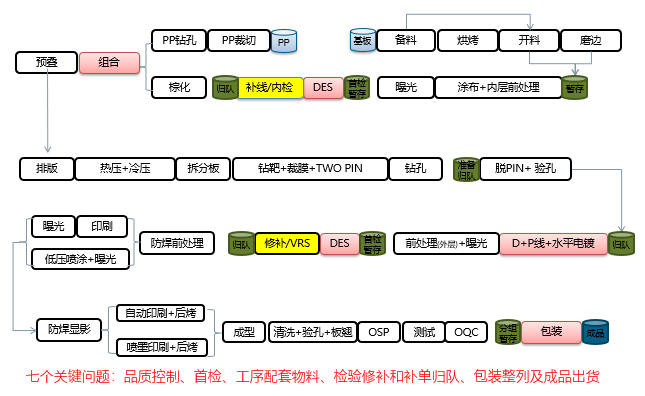
前处理/DES/棕化/显影等关键工艺
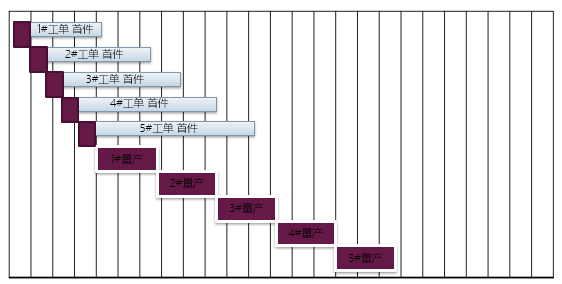
首检:
DES等首检时间较长的工序
利用排程系统精准的编制首检和量产的计划,实现设备稼动率最大化,在需要长时间首检的工序设置暂存工位
检验修补和补单归队
深入阅读参考以下文章:
PCB行业的智能制造之路
大数据分析及
低
代码系统整合


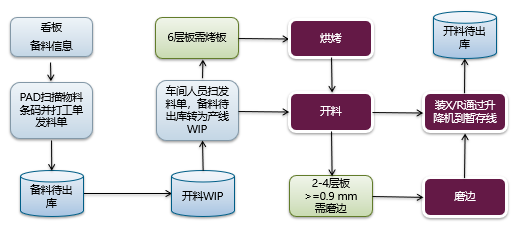
主动备料、精准发料、全程批次管理
1、生产智能排程系统自动排出生产计划,仓库人员可以实时通过显示看板了解到:
开料车间的生产总需求、累计发料数、开车产线结存、根据生产节拍预测的下一次应发料的数量和时间,让仓库人员主动备料、准时送料;
2、为方便全程物料批次追溯,在初次备料时,根据工单需求数量自动匹配库存的批次,尽量减少同一工单混批;
3、备料时,作业员在手持PDA上选择PDA上提示的备料工单,扫描材料条码(物料+批号)生成生产发料单(带条码,方便后工序扫描录入),然后与物料一同送到开料车间;
异常预警、信息联动
1、对已下达生产(时间自定义,如提前4小时),发现库存缺料的要进行实时预警,提醒生管处理;
2、备料人员未按时备料、送料,系统会自动给出预警,中央监控系统会收到预警信息,避免人为造成停工待料;
3、对相同批次在前工单生产过程中发现品质异常的,仓库备料人员会收到预警信息,应与品质管理确定是否能继续使用该批材料;
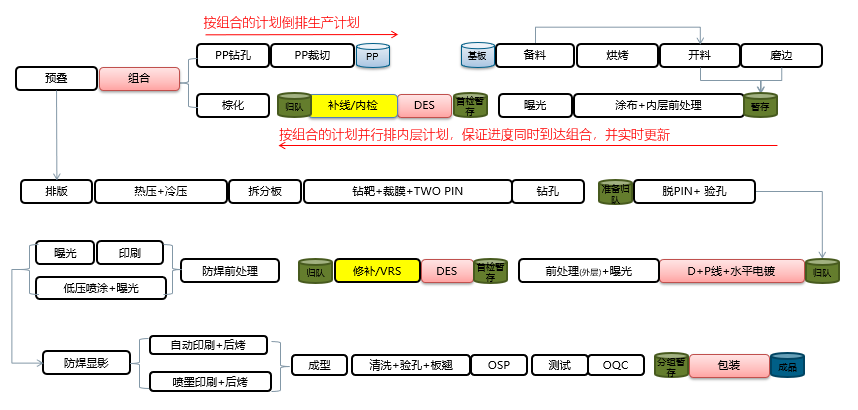
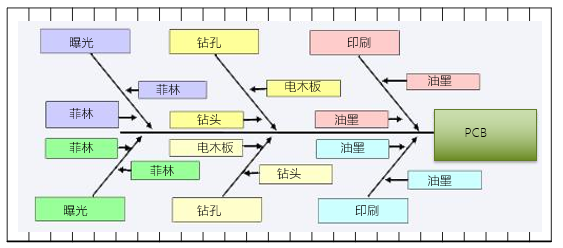
开料
开料是把原始的覆铜板切割成能在生产线上制作的板子的过程。
工序物料配套
利用生产调度系统按工单、时间通知相应的工序提前备料
最小库存设计
1、前后工序产能基本平衡,考虑到不良品前工序产能略大于后工序
2、以下环节需要设置暂存库位
由于搬运距离较远,跨楼层的每个工序段设置小型暂存库以保障供应
首检时间长的工序前设置缓存库
有补修性质的工序后设置缓存库,以方便紧急补件、修复的产品归队
包装工序前,由于考虑减少自动包装线的包装规格切换,设置暂存库
最短交期设计
1、生产线联网,人工作业工位安装工位终端,进行实时动态优化排程
2、除了必要的暂存库位外原则上前后工序零库存生产(仅有产线双工位缓存);
4、紧急插单时只从设置暂存库的下一工序开始插单,暂存库后已投料的工序必须生产完,直至有下一暂存库存储为止;
5、搬运次数最小原则:
如前后工序节拍差异大的, 对节拍慢的工序则采取分发式搬运,如钻孔车间,前工序下料时直接将物流分发为钻孔机台需求量,由AGV将一次搬运分发给多个机台
科学规划、节省在WIP库、AGV方面的投资
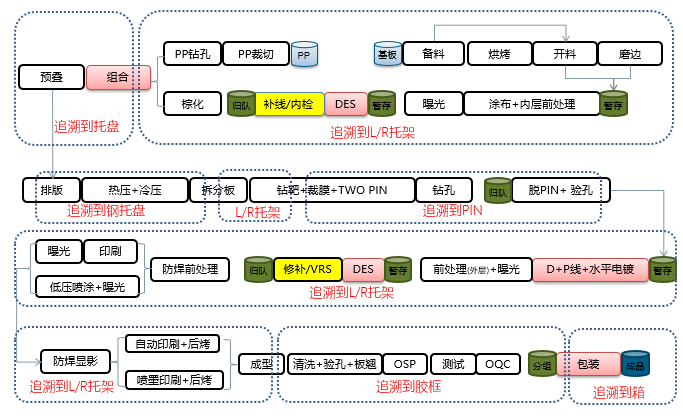
追溯设计
未来的汽车板、通讯板都会要求做到Panel级追溯,对追溯体系的设计涉及到工厂未来接单的能力,不可以忽视。
自动化物流规划:
AGV/立体库/接驳台/输送线
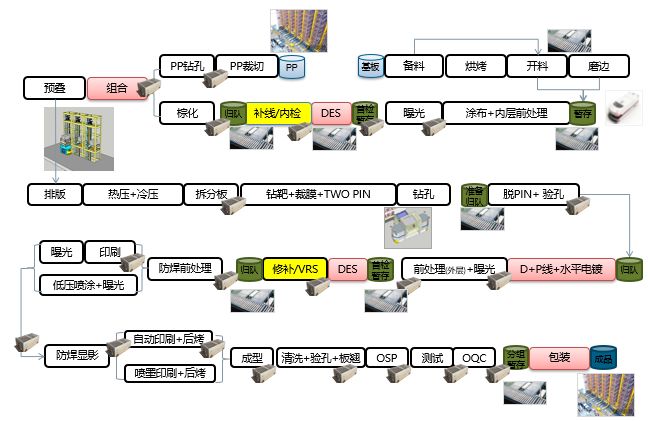
前处理至包装段主要工艺流程中处理的要点
内层前处理的暂时区域的设计
比如:
前处理有12条生产线,前处理的暂存区域按产线进行存储,方便AGV取料,每条生产线对应4个X/R暂存位,另设置2个,供紧急插单使用,空X/R四个四个的装在周转车上,AGV向开料车间回程时将空X/R拉回。
紧急任务暂存位:
正常情况下,该暂存位是留空的,当有紧急插单或小批量试产订单时,则使用该暂存位,如暂存位不够,则根据工单排程优先级,并采用双层输送机构的方式进行调配;
设置91个线边暂存位,前处理工序总需求量48L架/小时,加上双层输送机构流动暂存位20个,暂存位大于100个L架,可暂存2.31小时,完全可以满足线边暂存要求;
该方案较常规立体仓库节省50%的造价