3D玻璃加工工艺中,热弯无疑是最有难度的工艺之一,从石墨选材、石墨模具设计及CNC加工到热弯工艺,每一步对于相关企业都是非常大的挑战。那么玻璃热弯时会出现哪些常见的问题?该如何解决这些问题呢?今天我们来看看。

长按二维码加入微信群讨论
一、热弯玻璃在炉内炸裂
针对这个问题,可从以下几个方面进行分析。
1.对进炉前的玻璃进行检查,看有无炸口和爆边现象。在玻璃切裁与磨边时必须要求:
1)磨边时不允许有裸露边现象,对于玻璃边角掉角现象,掉角缺损小,修复后不明显,必须进行修复;
2)掉角缺损大,无法修复的不允许存在;
3)切割的接口处边部要通顺,不充许留有疙瘩突起现象。
2.玻璃在成型时使用的压辊。一些曲率半径大的产品,在玻璃成型时完全依靠重力无法达到要求的曲率和球面,必须借用压辊。压辊要用玻璃丝布完全进行包裹,在与玻璃接触时如果裸露金属直接与玻璃接触,会造成玻璃在炉内破碎。另外,如果压辊所缠绕的玻璃丝布中粘附有水迹或水珠,在压玻璃时也会造成玻璃在炉内破碎。
3.使用空心模时,玻璃中部在进炉前无支撑,特别是玻璃尺寸较大时,容易造成玻璃在炉内破碎。所以使用空心模具时玻璃中部必须进行支撑。
4.玻璃在炉内的升温速率过快,容易导致玻璃受热不均匀而出现玻璃炸裂。
5.在玻璃成型时,辅助成型的外力过大,导致玻璃的炸裂。对于一些曲率半径较大的产品,玻璃必须依靠辅助外力才能成贴合模具。但操作人员应当明白,玻璃的成型应当主要靠温度的调节来达到要求。

二、热弯后玻璃吻合度超标
1.模具的曲率与检验胎具的曲率不一致,这就要求每次在进炉生产之前对热弯模具进行校检。校检时将热弯模具平扣在检验胎具上,然后对四周进行观察,检验胎具与热弯模具之间的缝隙不能超过1mm,如果缝隙超过1mm将影响玻璃的成型弧度,这时就必须要对模具的弧度进行调整,增大或减小模具的弯曲深度,如果模具沿上有过渡不顺的地方,做好标记,检验胎具抬下后,用磨轮将模具沿磨顺,磨时先用粗磨轮打磨,然后再用细磨轮进行抛光处理。
2.玻璃放置到模具上时,玻璃的中心与模具的中心不一致,这就要求每次进炉前玻璃放置到模具上时,一定要保证玻璃与模具周边的距离均匀。
3.热弯成型时温度设定过低、过高或成型时间设定过长、过短。热弯成型时的温度一般在630~730℃,所要加工的玻璃厚度不同、曲率半径不同、尺寸大小不同,热弯成型时的温度都不同,热弯成型温度的设定与成型时间的长短,都对玻璃的弯曲成型产生极大的影响。熟练地掌握和控制热弯成型时的温度和时间,要靠操作人员不断地对实际经验进行总结,制定出适合于所用热弯设备与生产玻璃产品的工艺参数,使生产过程规范化、标准化,才能最大程度地减少人为因素与经验因素对产品质量的影响。
4.玻璃在热弯成型时过快或过慢也会造成产品吻合度的超标,热弯成型的快慢主要靠控制升温速率来进行调整。
5.玻璃成型后在凹模上的出边量过大(>15mm),容易造成玻璃的边部弯曲,从而影响玻璃的吻合度。为了避免热弯时玻璃的边部出现弯曲现象,在热弯凹模的制作方面,要保证玻璃成型后出模具的边沿不大于10mm。
6.模具在承载小车上放置不水平,也会影响玻璃的成型弧度,要求在模具放置到台车上时必须将模具支平。
7.玻璃弧度检验方式不一致,所测量的玻璃吻合度也有区别。由于自身重力的影响,玻璃在水平检验与立检时存在一定差异。为了使产品的吻合度达到使用要求,必须事先与顾客进行协商,双方要采用统一的检验方式对产品进行检验。
三、热弯后玻璃油墨颜色出现变化
一些经过丝网印刷的热弯玻璃,在高温烧制后可能出现丝印区域油墨颜色有深浅色差或油墨颜色整体发红。解决此类问题,主要在以下几个方面进行控制:
1.为了避免热弯后玻璃油墨的颜色出现深浅色差,要正确选择热弯油墨。玻璃热弯成型时的温度在580~650℃,所以要选择烧结温度合适、专门用于热弯玻璃的油墨。
2.丝印时如将油墨印刷到玻璃的粘锡面,会造成热弯后油墨颜色整体发红。为了避免此类缺陷的产生,丝印时要分清玻璃的粘锡面与非粘锡面,避免将油墨印刷到玻璃的粘锡面;对于一些异形玻璃,在玻璃切裁时,为避免此类缺陷,就要对玻璃的切割状态进行调整,如下图所示。
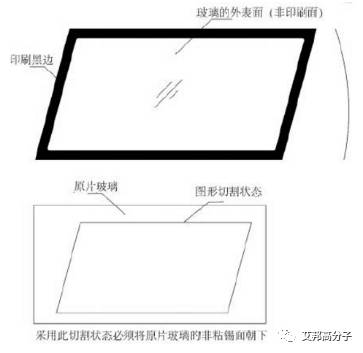
图 异型玻璃切割状态的调整
四、玻璃内外片的叠差过大
解决玻璃内外片的叠差问题,主要对两个方面进行控制,一方面是玻璃的切裁,另一方面是热弯的曲率。对叠差的控制要注意以下几个方面:
1.在产品的试制阶段,玻璃切裁时,可以内外片玻璃切裁的大小一样,试制时热弯的吻合度与球面达到要求时,就要测量内外片玻璃的叠差,把内片的叠差大小精确地记下来,编制到工艺文件上。
2.玻璃用切割机切裁时,根据内片的切割图形和测量的叠差大小来设计外片的切割图形;如果玻璃为手工模板切裁,最好使用一个内片的模板切裁玻璃的内外片,因为手工制作的内外片切裁模板或多或少存在差异,一个模板切裁可以避免这些差异,另外,要将加米量标识到模板上,以免出错。
3.对于老产品出现的叠差问题,就要考虑人员切裁(针对手工切裁)和热弯曲率,人为因素对叠差的影响很大,特别是手工切割时,每个人的下刀把握不一样,往住不同人裁出来的玻璃大小不一样,存在误差,会造成玻璃的叠差超标。另外,热弯的曲率变化也会影响到内外片玻璃的叠差。
4.对于双曲面的带有很大球面的玻璃,对外片的切裁左右方向与上下方向在尺寸上都需要进行加米,使用一个模板手工切裁很难满足这种加米要求,此种产品最好运用切割机进行切裁。
5.玻璃在放置到模具上时,先放置外片后放置内片,内片放置在外片上的位置要居中且放正,内片的中心线与外片的中心线要相重合,否则也会造成内外片叠差。
五、热弯玻璃边缘的模具痕迹
热弯玻璃的边缘如果有模具痕迹将严重地影响玻璃整体的外观质量。为了减轻和避免热弯玻璃边缘的模具痕迹,应从以下几个方面入手:
1.在制作热弯模具时,模具与玻璃的接触边缘必须打磨光滑,去除锐利的边棱。
2.玻璃成型时,如果使用过大的外力来帮助玻璃成型,会造成玻璃边部明显的痕迹印,所以,应通过温度的调节来控制玻璃的成型,尽量减小外部压力来完成玻璃成型。
3.最好在热弯模具的边缘(特别是支撑玻璃重力的模具边缘)包覆不锈钢模具布,如下图。

图 包覆热弯模具的模具布
4.对于弧度较大的热弯玻璃建议采用开口模具,减小玻璃在成型时与模具边的摩擦。
六、热弯玻璃出炉后的自爆现象
玻璃在热弯时退火过快,会造成后期成品玻璃的自爆发生。玻璃在热弯成型时,原有应力已消除,为防止在降温过程中由于温度梯度而产生新的应力,应严格控制在退火温度范围的冷却速率,特别是在温度较高阶段要慢冷。退火曲线应该均匀变化,且出炉落架的玻璃不能放在车间风口或风扇直吹处。玻璃的退火应采用缓慢冷却的方式,炉温必须降到100℃以下时再取出玻璃。
素材来源于:《玻璃与搪瓷》,作者:许伟光,艾邦高分子整理编辑
近半年随着陶瓷和3D玻璃在手机中应用得到越来越多的关注,也有不少双面3D玻璃以及陶瓷结构的机型出现。越来越多的企业拥有这个行业,呈现百花齐放的盛况,一些新技术,新工艺,新材料都被开发出来,如:不锈钢、钛合金、MIM中框、陶瓷背盖,工艺方面如,玻璃装饰工艺中纹理开发、油墨喷涂新工艺、印刷与天线融合;如何提升3D玻璃直通率,降低能耗,提高效率已经成为整个行业的难点问题。
本次会议选择在昆山,是继2015年第二届活动后,再次来到华东直击行业痛点,专注技术发展,昆山是全国南北交流的重要位置,本次活动将覆盖手机、平板电脑等3C产业链。
第六届手机金属与3D玻璃外壳技术应用论坛
(10月27日·昆山 皇冠会展国际酒店 前进西路1277号)
主办方:艾邦智造资讯有限公司
规模:600人
1. 手机纳米注塑材料发展趋势 DSM 段伟伟
2. 3D玻璃与不锈钢中框设计要点 长盈精密 梁世杰
3. 金属CNC加工工艺以及疑难 拟邀请 兄弟/北京精雕等
4. MIM在不锈钢中框中的成本优势 星特烁科技 骆接文
5. 如何利用薄膜纹理技术提升3D曲面的附加值 拟邀请 东莞别惹蚂蚁/苏大维格/聚龙高科等
6. 3D玻璃工艺工艺优化与良率思考 哥瑞光学 林虎 董事长
7. 国产手机用OLED屏的状况 拟邀请 京东方
8. 不锈钢纳米注塑方案 拟邀请 富士康 华南检测/东明化工
9. 车铣复合工艺在金属外壳加工中的应用 拟邀请 万嘉科技
10. 钛合金在手机外壳中的应用
11. 3D玻璃石墨模具影响因素
12. 3D玻璃热弯成型加工新工艺介绍 拟邀请 知名热弯机企业
13. 3D玻璃各种装饰工艺解析
14. 3D玻璃公差尺寸以及抗跌测试等解决方案 拟邀请:海克斯康/三姆森/中科飞测等
拟邀请企业:手机终端,加工厂商,设备制造企业、耗材、材料等企业;
拟邀请手机终端及方案公司:华为、小米、三星、Apple、OPPO、VIVO、联想、金立、美图、一加、酷派、朵唯、努比亚、龙旗、天珑、华勤、闻泰、西可....
往届会议报导:
第五届:手机3D玻璃再次迎来千人大会,思想碰撞达到新高度!
第四届:手机3D玻璃大戏开幕,千人国际论坛11月12日在深成功召开!
第三届:热烈庆祝第三届艾邦纳米注塑与金属手机外壳技术与应用研讨会在深圳成功举办!
第二届:热烈庆祝12月4日纳米注塑会议在昆山成功举办!原创
第一届:头条| 热烈祝贺第一届纳米注塑会议在深圳成功举办
报名方式:
邓小姐:15817337805、18666186648、18319055312(微信同手机)

阅读原文也可以报名










