
皮肤是人体最大的器官,在体温调节、液体保持以及抵御环境和病原体威胁方面起着关键作用。大面积的皮肤损伤超过临界尺寸可能导致愈合延迟和严重的伤口感染,这就需要使用适当的伤口敷料。天然水凝胶由于其高细胞亲和力和保湿性能而在生物医学应用中具有吸引力。具有可控制结构的水凝胶支架通常是人们所期望的,因为它们能够模拟目标组织的精细形状、结构和功能。因此,制备具有精细形状和结构的水凝胶支架可能是加速皮肤伤口愈合的一种有效策略。3D生物打印的主要局限性仍在于墨水的可打印性,这通常需要使用流变改性剂或调整打印环境。
来自哈尔滨工业大学(威海)的张鹏等团队
介绍了一种使用氯化铝(AlCl₃·6H₂O)溶液作为溶剂来制备高粘度壳聚糖/丙烯酰胺(CS/PAM)墨水的新方法。所得水凝胶表现出4.81 MPa的抗压强度,并能承受95%的应变而不破裂。实验和模拟分析表明,Al³⁺离子增强了墨水的可打印性,使得能够精确打印复杂结构。此外,通过将羟基磷灰石(HA)掺入CS/PAM墨水中,本文开发了一种CS/PAM/HA支架,它显著提高了保水能力和抗菌性能,在大鼠皮肤缺损模型中促进了皮肤修复和表皮再生。本研究展示了Al³⁺溶解的CS/PAM墨水在制造高保真度、复杂支架方面的潜力,为生物医学应用提供了一个有前景的途径。相关工作以题为
“Enhanced printability of high-viscosity chitosan/acrylamide inks via aluminum ions coordination for precision 3D bioprinting of scaffolds”
的文章发表在2025年02月05日的期刊
《Carbohydrate Polymers》。
【通过3D打印制备CS/PAM和CS/PAM/HA支架】
CS/PAM支架是通过定制的基于挤压的3D打印机制造的,如图1所示。将CS/PAM墨水添加到打印机料筒中,并通过打印喷嘴(300 μm)挤出以形成打印细丝。随后,在3D打印系统的精确控制下,通过逐层沉积构建三维多孔结构,然后对打印结构进行紫外固化以获得CS/PAM支架。CS/PAM/HA支架是通过将HA混合到CS/PAM墨水中获得的。具体来说,将0.1-0.6克的HA添加到CS/PAM-Al4墨水中,机械搅拌混合,然后放入离心脱气机中进行脱气和混合,以获得CS/PAM/HA墨水。由于添加的HA浓度相对较低,其对墨水流变性质的影响可以忽略不计。因此,使用为CS/PAM-Al4墨水建立的标准打印参数进行CS/PAM/HA支架打印。该支架是通过挤压3D打印获得的。根据HA与CS/PAM墨水的含量比,支架命名为CS/PAM、CS/PAM/0.5HA、CS/PAM/1HA和CS/PAM/2HA。此外,为了探索3D打印多孔支架与实体水凝胶在皮肤修复应用中的差异,本文通过直接光固化CS/PAM墨水制作了片状水凝胶,并将其指定为CS/PAM片。
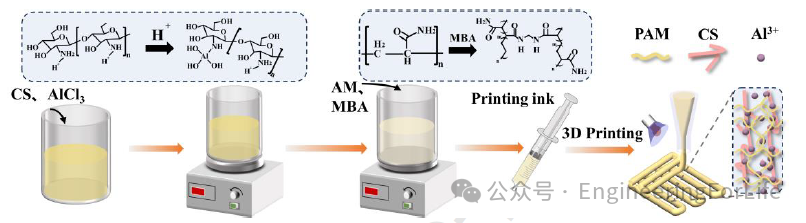
图1 CS/PAM支架制备流程示意图
【壳聚糖/聚丙烯酰胺水凝胶的特性表征】
为研究成分对水凝胶机械性能的影响,分析了不同含量的AlCl
3
·6H
2
O、CS和AM的水凝胶的机械性能和敏感性(图2)。作为CS/PAM水凝胶的主要成分,AlCl
3
·6H
2
O、CS和AM都对机械性能有显著影响。按照4% AlCl
3
·6H
2
O、10% CS 和17% AM的成分制备的CS/PAM水凝胶,与其他水凝胶相比具有最高的抗压性能,其抗压强度为4.81MPa。在该实验中,AlCl
3
·6H
2
O不仅提供了酸性环境来溶解CS,而且Al
3+
还可以与CS上的官能团发生离子交联,从而提高水凝胶的强度。随着AlCl
3
·6H
2
O浓度的增加,水凝胶的抗压机械性能最初得到改善,随后下降。这种行为表明,过多的Al
3+
含量会导致形成密集的物理交联网络,虽然最初增强了结构完整性,但最终对CS/PAM水凝胶的机械性能产生不利影响。如图2(f)所示,CS/PAM水凝胶可以被压缩直到应变达到95%而不会破裂,并且在卸载压力后仍能保持良好的形状。通过这种方法制备的CS/PAM水凝胶有望通过结合物理和化学交联网络来构建双网络结构。化学网络由MBA交联的AM网络组成。物理网络可以通过Al
3+
离子介导的可逆物理交联、链内和链间氢键以及CS和PAM链的物理缠结来构建。将离子和氢键等物理交联引入水凝胶可以有效地消散作用于水凝胶的变形能量。此外,离子和氢键交联是可逆的,在变形过程中会发生断裂-重组。因此,CS/PAM水凝胶具有良好的恢复性能。
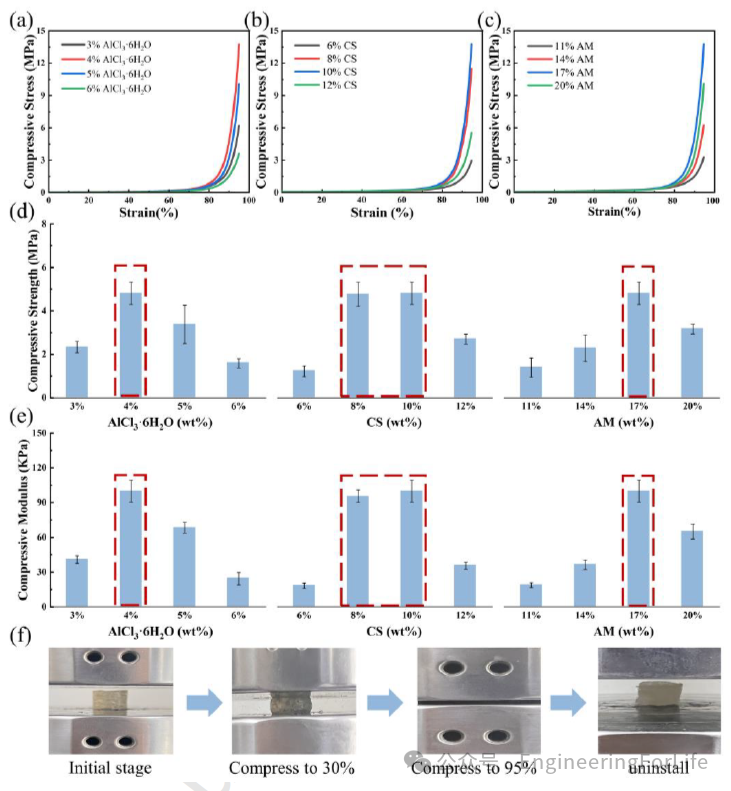
图2 CS/PAM水凝胶的机械性能表征
图3(a)-(f)展示了经过冷冻干燥处理后CS、PAM以及CS/PAM水凝胶的形态。CS水凝胶呈现出大网络结构,平均孔径为19.25 ± 4.86 μm,而PAM水凝胶则表现出更细的网络结构,平均孔径为1.88 ± 0.96 μm。CS/PAM水凝胶的SEM图像显示了一种双网络结构,大网络包裹着小网络。从机械响应来看,CS具有强刚性,而PAM具有优异的弹性。CS/PAM水凝胶由两个相互交织的网络组成。在外力作用下,这两个网络共同作用。第一个网络负责承受外力,第二个网络负责应力消散和松弛。CS和PAM的结合效应显著提高了水凝胶的机械性能。
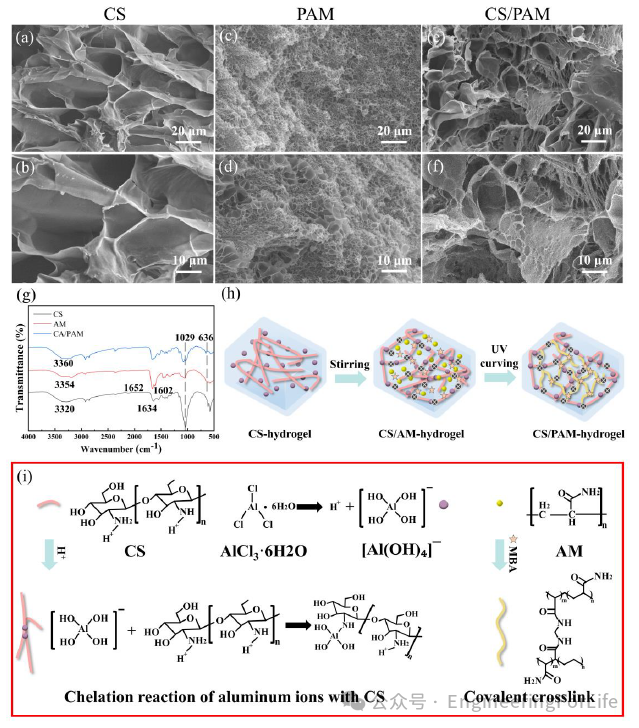
图3 水凝胶的表征
【CS/PAM墨水可打印性的优化】
本文通过将实验与模拟相结合来研究墨水的可打印性。流体动力学模拟可以预测墨水在3D打印过程中的流动行为和细丝的形成。在挤压3D打印过程中,水凝胶墨水在通过喷嘴时会经历高剪切应力。为了促进这一过程,可注射水凝胶必须表现出剪切变稀行为,这可以减轻打印过程中的剪切应力并确保流动一致。图4展示了使用不同铝离子浓度配制的水凝胶墨水的流变特性。如图4(a)和4(b)所示,含有3%铝离子的CS/PAM-Al3墨水表现出最高的粘度,在0.01 s
-1
的剪切速率下达到34356.53 Pa·s。随着铝离子含量的增加,粘度逐渐降低;例如,CS/PAM-Al4墨水的粘度为13237.35 Pa·s,而CS/PAM-Al7墨水的粘度显著降低至252.07 Pa·s。所有配方都表现出剪切变稀行为,随着剪切速率的增加粘度降低。值得注意的是,CS/PAM-Al3和CS/PAM-Al4墨水即使在较高的剪切速率下也保持高粘度和剪切应力,支持在挤压过程中打印结构的保真度。氯化铝溶液在增强壳聚糖的溶解性方面起着关键作用,其机制是通过质子化壳聚糖的氨基基团、破坏分子间氢键以及促进与铝离子的配位。与传统的酸性溶剂(乙酸、柠檬酸等)不同,氯化铝不仅能溶解高浓度的壳聚糖,还能通过金属离子配位增强水凝胶墨水的稳定性。这种双重功能确保了可靠的流动行为和形状保持,促进了打印过程的平稳和精确进行。
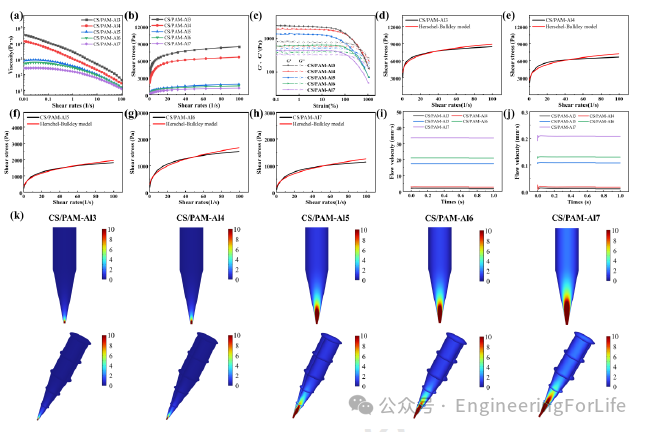
图4 CS/PAM墨水的流变分析
将Herschel-Bulkley模型参数作为墨水的材料属性来模拟挤压打印并检查沉积过程中的细丝形态变化。图5(a)展示了在不同CS/PAM墨水上进行单丝打印的模拟和实验图像。由于CS/PAM-Al7墨水的粘度较低,在打印过程中观察到显著的细丝扩散,导致细丝宽度增加。随着Al
3+
含量的增加,CS/PAM墨水的粘度和稳定性都有所提高,导致细丝变形减少,打印精度提高。不同Al
3+
浓度下模拟和实验结果的紧密一致性支持了模拟的稳健性。本文开发的水凝胶墨水是一种高粘度的粘塑性流体,特别是CS/PAM-Al3和CS/PAM-Al4墨水,其屈服应力特性使其能用于自支撑打印,并有望实现支架的高精度打印。然而,在实验中,CS/PAM-Al3墨水的高粘度带来了挑战,因为壳聚糖的不完全溶解可能导致喷嘴堵塞,从而降低打印成功率。因此,本文以CS/PAM-Al4墨水为研究对象,研究了层厚(第二层打印喷嘴与第一层打印喷嘴之间的垂直距离)对细丝形态的影响。为确保初始细丝牢固附着在基底上,第一层的喷嘴-基底距离设置为160 μm。图5(b)展示了不同层厚下打印细丝的横截面视图。在140 μm的层厚下,第二层细丝在喷嘴压力下变形,同时导致第一层变形。这种紧密接触导致层间广泛融合,使它们的边界变得模糊。随着层厚的增加,层与层之间的边界逐渐变得更加清晰,第二层细丝的形状接近圆形轮廓。在300 μm的层厚下,喷嘴对细丝的挤压作用最小,从而打印出的细丝形状保真度高。





