其一
原料药的开发及制备,重要的目的是:1、用于相应的制剂生产;2、以原料药及化工原料的形式进行国内外销售。无论是以上哪种目的,无论是出于生产效率还是生产成本等的考虑,实验室研发的原料药工艺,最终还是要走进工厂,让实验室开发的样品转变为可以工业化生产的商品。为了保证顺利的将工艺工业化,一般有如下步骤:
其中,最关键的阶段无外乎路线优化阶段,这是成功转向生产的基石。因此,在工艺优化阶段就需要开发人员对生产设备的一些性能有了解,下面就对一些常用生产设备及性能做一个简单的介绍:
1、控温方式及设备
·实验室控温
供能方式 | 温度范围 |
水浴 | 室温~100℃ |
油浴 | 室温~200℃ |
冰水浴 | 0℃ |
冰盐浴 | -20℃~室温 |
低温反应器 | 根据不同设备性能可至-70℃ |
·车间控温
供能方式 | 温度范围 |
深冷 | -80℃~-20℃ |
冰盐浴 | -20℃~室温 |
水浴 | 室温~90℃ |
低压蒸气浴 | 90℃~140℃ |
油浴 | 140℃~200℃ |
在工艺转生产期间,涉及能量变化的步骤是最容易与小试阶段出现差别的。主要是因为,物料投料量是等比放大,但是能量的传导并不是等比放大。因此在涉及加热或者降温的反应条件时,特别要注意对工艺参数的调整,从而达到与小试基本一致的结果。
大部分工厂的供能介质都是水或者蒸汽,也就是控温范围在-20℃~110℃,极高或者极低的温度都会提高工艺成本,所以在非必要情况下,尽量将控温范围选择在-20℃~110℃的范围。
2、压力控制
在一般的压力控制方面(除加压反应),工业化设备要较实验室的反应瓶有较明显的优势。一方面,实验室的普通反应设备一般达不到较好的密封性;另一方面,由于操作性,实验室的普通反应设备也没有生产设备容易维持在一定的压力范围。
一般的反应釜,基本能承受2~3个大气压;如需进行加压氢化反应,就需要在氢化车间进行,氢化釜可以承受十几至几十个大气压不等,但是氢化车间的管理成本高,危险系数高,在建厂选址时,安评和环评通过有一定难度。因此,在小试开发阶段,选择反应条件时一定要结合公司工厂的实际情况,不可盲目开发。
3、反应釜的选择
反应釜的基本类型一般有如下几种:
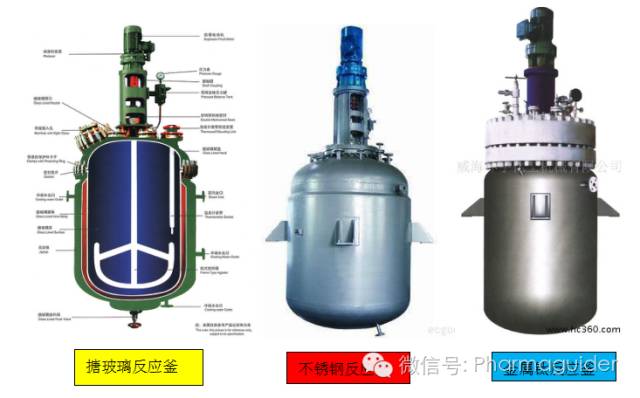
反应釜类型 | 适用范围 |
搪玻璃反应釜 | 基本温度范围+非强碱条件 |
不锈钢反应釜 | 基本温度范围+非强酸条件 |
金属钛反应釜 | 惰性反应釜,适用范围广,价格昂贵 |
在工艺优化的时候,一定要根据公司工厂的反应釜类型进行参数及反应条件的筛选,过于苛刻的反应条件一般工厂不易实现。而且,不是所有的反应釜都可以进行转速调节,如果在反应及纯化阶段对转速有特殊需求,就要在数据充分的情况下向工厂提出设备改造的要求。
4、危险物质的使用
小试开发阶段,由于规模较小,不是极其危险的物料都会使用。但是,当进入工厂,物料的规模加大,一些不稳定物料的危险系数就会随之增加。危险物质的使用,除了工艺本身不可避免以外,也与国内目前的设备、管理有相当大的关系。一般将危险物料分为如下两类:
·严格管制物料
酰氯、二氯亚砜、三氯氧磷、氢化钠等
·禁止使用物料
金属钠、金属钾、氟化氢、金属锂等剧毒、极危险、极不稳定的物质
在开发阶段,一定要避免使用“禁止使用物料”进行工艺开发及优化。如需使用甲醇钠等这类由禁止使用物料制备的物质,可以直接购买化工品;若是稳定性差,不易储存的物质,也可以现用现买,并且要求厂家按照工艺中的投料方式进行分包装。
对于“严格管制物料”,在生产期间一定要保证人员的防护、通风等安全措施,时刻把安全生产放在第一位。
其二
在上一节中,我们提到了如何在一个工艺反应的过程中选择适合工业化生产的方式,以及在参数优化时随时结合工业化放大的特点和需求。在将工艺由实验室转向工厂、将样品转化成产品的过程中,做好反应、控制反应只是第一步,也是很重要的基础。怎样能将反应所生成的产品尽可能保质保量的得到,这才是我们的终极目标,实现这个目标的过程谓之分离纯化。
分离纯化的方法
常规方法:萃取、洗涤、结晶等,用于批量较大的大规格产品
柱层析: 月产量不超过10kg、年产量不超过50kg的品种
制备液相:一般用于生物制品的纯化,如:蛋白质、多肽(如利那洛肽)
分离:
工厂中使用常规分离方法最多,其中的分离方法一般均为物理分离。包括:“液-液分离”、“固-液分离”,工业化中是不能做到“固-固分离的”。针对不同的分离类型,操作手段及选用的设备也是不同的,如下表所示:
分离类型 | 产品所处相 | 操作手段 | 选用设备 |
液-液分离 | 密度大的相中 | 分液 | 反应釜 |
密度小的相中 | 分液 | 反应釜 |
固-液分离 | 固相中 | 离心 | 离心机 |
液相中 | 过滤 | 钛棒过滤器(抽滤器) |
液-液分离:
在实际的操作中,一种称为萃取、另一种称为洗涤。在进行萃取时,尽量选择密度相对大且产品分配比高的溶剂;进行洗涤时,尽量选择除杂效果好、密度相对小且产品分配比低的溶剂。这样在实际生产的操作时,可以减少多次倒釜的繁琐操作,从而增加工艺的可操作性。对于洗涤和萃取次数,最好不要超过三次,同样也是从工艺的可操作性出发,除非有充足的数据支持,才会进行较多次数的重复操作。
此种分离手段,最常遇到的问题就是乳化,为了避免和解决乳化的问题,在优化的过程中就应考虑到如下几点:
1、尽量使水相pH值保持在弱碱、中性及酸性条件
2、考虑到溶剂在不同季节溶解度的问题
3、使用盐水替代纯水
4、如果产品对热有一定的耐受,可以通过加热进行破乳
5、如果有机相为高沸点溶剂,可以考虑通过离心、过滤等手段进行破乳
固-液分离:
此手段在结晶纯化的过程中最为常用,尤其是离心的手段。是否适合进行离心,主要考虑固体颗粒的粒径,一般粒径在10~100μm就会比较顺利的进行离心,粒径在10μm以下离心就较为困难。通俗的讲就是颗粒越大越易离心,例如像白砂糖;相反就非常困难,例如像面粉那样。
还有就是过滤,一般是为了收集液体,包括抽滤和压滤。抽滤是形成负压的过程,适用于沸点较高不易挥发的溶剂,以避免在抽滤的过程中有较多产品在废渣中析出;压滤是对体系施加正压的过程,适用于大多数溶剂,尤其在热滤操作时使用较多。

纯化:
以上所提到的分离手段也有一定的纯化作用,此段所详述的纯化指的是针对API的最终纯化手段,当然也可应用于中间体的纯化。
结晶:
结晶为API最终纯化最为常用的手段,在优化结晶工艺时应考虑如下几点:
1、针对不同目标晶型选择不同溶剂、不同结晶条件
2、一般选择搅拌结晶排除静止结晶,后者粒径无法控制、易板结不易放料、易包夹溶剂及易包夹杂质等,前者反之
3、避免析晶过快,析晶过快不利于除杂
4、可通过梯度析晶对固体的颗粒及粒径在一定程度上进行控制,除杂效果好且便于离心
5、在良性溶剂的选择方面,最好选择可以在2-4倍体积可将API粗品完全溶清(可加热)的溶剂,一方面考虑收率,另一方面考虑进入精烘包需要人料分离
6、以纯化为基础,考察温度及不同不良溶剂量对收率的影响
以上为结晶工艺适应工业化一般需要考虑的方面,在离心较为困难时就需要考虑到调整结晶工艺。
除了结晶,还可以进行打浆纯化,一般打浆纯化手段建议使用在中间体的纯化中,主要考虑到API的最终纯化需要在精烘包进行,如果有充足的数据支持,对API使用打浆纯化也不是未尝不可。
柱层析:
柱层析纯化,主要使用在规格批量较小的产品中,且通过较为充分的研究,证明在研发周期的特定时间段,只有通过此手段才可获得目标量的产品。使用此种手段,在制定质量标准时,一定要考虑到所用固定相引入的杂质。选择洗脱溶剂时,同样尽可能选择二三类溶剂,不选择一类溶剂、石油醚(混合物)及乙醚(易爆)等;如果涉及晶型要求,在选择洗脱溶剂是也需有所取舍,或者最后通过转晶实现。
制备液相:
一般用于获得规格很小、活性较高的纯化物质,目前较多的应用在通过发酵手段、生物手段制备的活性物质的纯化,或者通过固相合成技术制备的多肽类物质的纯化。其特点在于,所需纯化液体积较大、效率较低等,因此只适合制备纯化规格小、活性高、市场有限及附加值高的产品。
本文为药事纵横小编原创文章,转载务必注明来源和作者,否则一律视为侵权。药事纵横网站已经开通,欢迎大家光临。我们的网站地址是:www.pharmaguider.cn 与我们公众号的微信号码相同。

药事纵横是一个开放,由自愿者组成的团体,现有成员14名,分别为Voyager88,雷诺岛,三分话,Herman,Mzwinsunny,文竹,duke,巉巉之石,蓝色枫叶,ISAL,海角边,冯姝婷,yhqqqqq,陈小牛,欢迎有志之士加入我们团队。投稿、加专业微信群【合成、制剂、分析、注册、BD、一致性评价】请加微信442015666,QQ群:22711855/22711679(限加一个)










