

二至丸由女贞子(蒸)、墨旱莲(
1
∶
1
)
2
味中药组成,其中女贞子为木樨科女贞属植物女贞
Ligustram
iucidu
Ait.
的干燥成熟果实,墨旱莲为菊科鳢肠属植物鳢肠
Eclipta
proztrata
L.
的干燥地上部分。二至丸组方特殊,仅有
2
味药,且由部分原粉加浸膏制备成型,是滋阴补肾的经典名方,具有补益肝肾、滋阴止血、壮筋骨、乌须发之功效,对于肝肾阴虚所致的头晕目眩、耳鸣、咽干鼻燥、腰膝酸软、月经量多等症有较好的效果
[1-2]
。丸剂干燥品质是目前研究的热点难点
[3-4]
,其干燥后经常出现结壳、裂丸、假干燥等现象,现丸剂干燥的研究都局限于各干燥方式的效率,很少涉及干燥动力学及干燥过程内部的传热、传质机制。
目前,有关丸剂热风干燥动力学的研究几乎未见文献报道,在粮食、果蔬及加工副产品等方面的热风干燥动力学研究已有相关报道,如陈振林等
[5]
研究不同温度条件下红瓜子薄层热风干燥特型,并建立干燥动力学模型,结果表明温度对干燥特性有重要的影响,不同干燥温度下的红瓜子热风干燥符合单项扩散模型。王挥等
[6]
研究不同温度条件下椰肉的薄层干燥特性,其结果表明
Two term
和
Verma et al. 2
个薄层模型均能够很好地描述和预测椰肉干燥过程中的水分变化规律。周厚源等
[7]
分析不同热风温度对肉鸡翅根干燥动力学及成品品质研究,实验结果表明含水率和干燥速率均受温度影响,确定
Page
模型为最佳干燥模型,并可精准预测肉鸡翅根热风干燥过程的含水率。本实验研究二至丸恒定风速不同温度热风干燥过程中水分散失规律及干燥速率的变化,并使用数学模型模拟不同干燥温度的干燥过程,为有效提高丸剂干燥品质,优化干燥工艺提供理论参考。
1
仪器与材料
XHW-02
型制丸机、
6202
型高速粉碎机,北京环亚天元机械技术有限公司;
GZX-9070MBE
型电热鼓风干燥箱,上海博讯实业有限公司医疗设备
厂;
EL303
电子天平,梅特勒
-
托利多仪器(上海)有限公司;金属丝编制网试验筛,中国航空工业第
540
厂。
蜂蜜,江西牧蜂源生物科技有限公司;自制二至丸,江西中医药大学现代中药制剂教育部重点实验室自制;女贞子,批号
1702001
,江西樟树天齐堂中药饮片有限公司;墨旱莲,批号
1702002
,江西樟树天齐堂中药饮片有限公司;药材均由江西中医药大学现代中药制剂教育部重点实验室杨明教授鉴定,女贞子为木樨科女贞属植物女贞
Ligustrum
lucidum
Ait.
的干燥成熟果实,墨旱莲为菊科鳢肠属植物鳢肠
Eclipta
prostrata
L.
的干燥地上部分。
2
方法与结果
2.1
丸剂的制备方法
2.1.1
原料的准备
处方:酒女贞子
500 g
、墨旱莲
500 g
。酒女贞子粉碎成细粉(
6
号筛),备用;墨旱莲加水煎煮
2
次,每次
1 h
,合并煎液,滤过,滤液浓缩至适量(密度大概
1.3 g/cm
3
左右),备用。
2.1.2
黏合剂的制备
本处方的黏合剂为中蜜。中蜜的炼制方法为将嫩蜜继续加热,温度达到
116
~
118
℃,含水量为
14%
~
16%
,相对密度为
1.37 g/cm
3
左右,出现浅黄色有光泽的翻腾的均匀细气泡,用手捻有黏性,当两手指分开始时无白丝出现,炼蜜与水的比例为
1
∶
2.5
。
2.1.3
制软材
将制备好的原材料,按《中国药典》
2015
年版比例进行混合,按照一定比例加入中蜜,搅拌混合均匀,手感软硬适度,握之有黏性,松之稍发散,即可制成软材。
2.1.4
制丸
将软材投入出条槽中成条,再将已做成的药条逐根横放在制丸槽中直接搓制成丸,制备过程中应喷洒
95%
乙醇防止丸粒与制丸机粘结。
2.1.5
选丸
筛选出外形圆整的丸剂,除去畸形丸、烂丸及丸质量偏小的不合格药丸。
2.1.6
盖面
将检验合格的毛药丸置于小型制丸机滚圆的腔内,加入适量的乙醇水溶液,撒入预留的药粉盖面,取出,干燥,即得。
2.2
丸剂干燥参数的计算
2.2.1
初始含水率
将丸剂放置于称量瓶,称得总质量,然后放入烘箱
105
℃恒温干燥
3 h
,用电子天平称质量,再继续烘干,直到前后两次质量差异不超过
5 mg
为止,根据称量前后丸剂质量的变化,得到其初始含水率。本研究中丸剂的含水量均以干基计算,按照公式(
1
)计算干基含水率。
M
0
=
(
M
-
M
d
)/
M
d
(
1
)
M
0
为丸剂的初始干基含水率,
M
为物料质量,
M
d
为绝干物料质量
2.2.2
丸剂的水分比(
moisture ratio
,
MR
)
不同时间丸剂的
MR
按公式(
2
)计算。
MR
=
(
M
t
-
M
e
)/(
M
0
-
M
e
)
(
2
)
M
0
为丸剂的初始干基含水率,
M
e
为丸剂的平衡干基含水率,
M
t
为干燥过程
t
时刻丸剂的干基含水率
由于
M
e
相对于
M
0
和
M
t
很小,可以忽略,因此公式(
2
)可以简化为公式(
3
)。
MR
=
M
t
/
M
0
(
3
)
2.2.3
丸剂的干燥速率(
drying rate
,
DR
)
丸剂失水的
DR
是指两相邻时刻物料含水率(干基)的差值与时间间隔的比值,其按公式(
4
)计算。
DR
=
−(
M
(
t
+
Δ
t
)
-
M
t
)/Δ
t
(
4
)
M
(
t
+
Δ
t
)
为干燥过程中
t
+
Δ
t
时刻丸剂的干基含水率
2.3
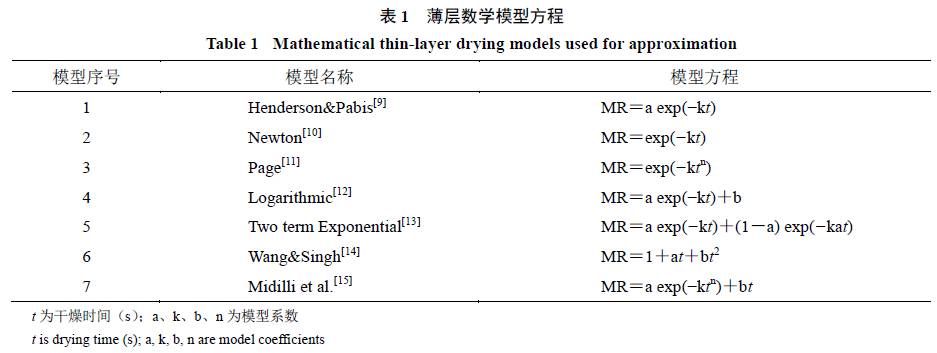
薄层干燥数学模型
薄层干燥是指物料厚度在
20 mm
以下,其表面完全暴露在相同的环境条件下进行烘干的干燥方式,在干燥过程中,由于物料厚度远小于筛网直径,所以薄层丸剂被假定为大平板,符合
Fick
第二定
律
[8]
。忽略温度梯度导致的水分扩散,物料中的水分扩散可被假设为沿物料内部厚度方向的一维扩散过程。建立干燥过程的数学模型对研究干燥变化规律,预测及优化干燥工艺参数有重要作用。许多学者也研究了不同的物料干燥规律,总结出几种常用的经验、半经验的干燥数学模型,表
1
为常用的
7
种经验数学模型。
2.4
丸剂的干燥
实验前挑选光滑圆整的丸剂为实验材料,丸剂均匀平铺一层在自制的直径为
10 cm
细金属网做成的筛网中,确保物料尽在上下表面进行传质。将筛网内铺好的丸剂放入已设定温度的烘箱内,空气的温度、湿度、气速及流动方式都是恒定不变。采用不同的热风干燥温度(
50
、
60
、
70
、
80
、
90
℃)进行干燥,称量时间间隔依次为
5
、
10
、
30
、
60 min
,分别称量
6
、
3
、
3
次,间隔
60 min
的称量次数依干基含水率确定,到达相应的时间点将物料迅速取出并称质量,记录不同时刻丸剂的质量后将物料放回继续干燥,待干基含水率小于等于
0.12
[16]
。根据“
2.2
”和“
2.3
”项下的数据及相应计算公式,采用
Origin
软件对数据进行处理分析,可以得到图
1
~
4
所示的曲线结果。
2.4.1
二至丸的干燥曲线
在恒定风速,丸剂厚度为
5 mm
的条件下分别考察热风干燥温度为
50
、
60
、
70
、
80
、
90
℃对丸剂干燥过程的影响,得到各条件下的干燥曲线见图
1
、
2
。
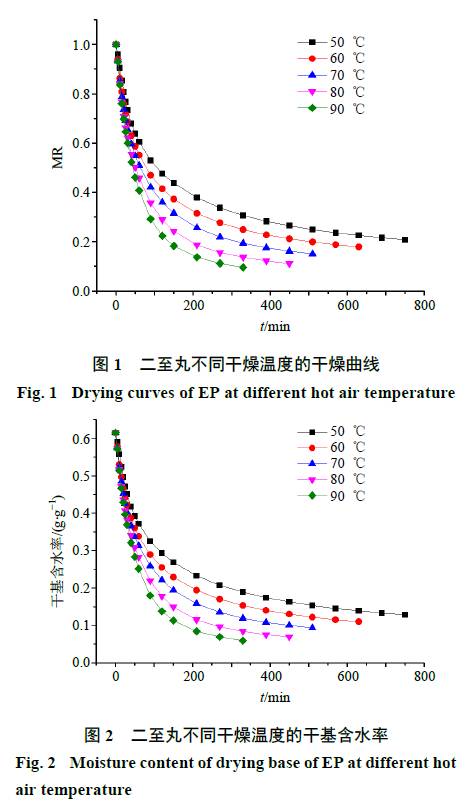
图
1
为不同热风干燥温度下丸剂的
MR
与干燥
时间曲线的关系,从图中可以看出,在干燥过程中,丸剂
MR
达相同值时,温度越高所需的时间越短。
在较高干燥温度下,热源与丸剂之间的传热速率增加,使水分蒸发的更快,干燥所需的时间更短。从曲线的斜率可知,前期、中期干燥速率快,后期逐渐减少,随着干燥的进行,物料的水分不断减少,水分梯度的作用越来越小,干燥界面内移,干燥过程由表面传质控制转化为内部扩散控制,干燥曲线的斜率越来越平坦
[17]
。
由图
2
可知不同热风干燥温度下丸剂含水率与干燥时间曲线的关系,最终含水率≤
0.12
(干基含水率),由图可知,温度越高,失水速率就越快,干燥所需时间就越短。含水率由
0.615
下降至
0.12
,
90
℃干燥所需时间为
120 min
,
80
℃干燥所需时间为
210 min
,
70
℃为
330 min
,
60
℃为
510 min
,
50
℃为
750 min
,其干燥时间是
90
℃时的
6.25
倍,由此可见,干燥温度是影响丸剂干燥时间的关键因素。温度越高,干燥温度的相对湿度越低,物料与空气产生的温差越大,使传热传质动力越大
[18]
,使干燥速率越大,因此高温可以显著减少干燥时间,提高干燥速率。
2.4.2
二至丸的干燥速率曲线
在恒定风速,丸剂厚度为
5 mm
的条件下分别考察热风干燥温度为
50
、
60
、
70
、
80
、
90
℃对丸剂干燥速率的影响,得到各条件下的干燥曲线见图
3
、
4
。

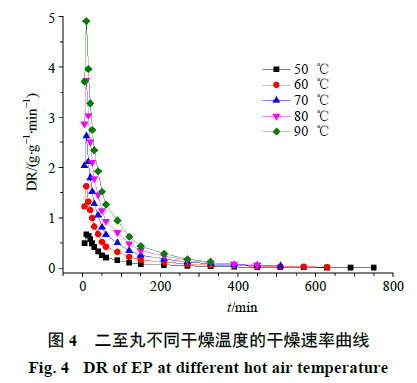
图
3
显示随着热风温度的升高,
DR
增加,加速水分的迁移。图
3
和图
4
的
DR
在干燥初期,干燥曲线的斜率先呈现增大的趋势,这是由于物料内部与表层温度同时急剧升高,表面的水分受热首先蒸发扩散,导致表面温度低于内部,外部和内部温度不一致产生内外温度梯度,这一温度梯度推动水分向外表面迁移。之后不同干燥温度的曲线总体呈现先降速后恒速的干燥阶段,由曲线可知,水分的减少主要发生在降速干燥阶段。通过文献调研表明,二至丸降速干燥阶段可用热力学第二定律解释,水分由较高含水量的区域移动到较低含水量区域和水分由内部扩散到表面,扩散是控制丸剂水分运动的主要物理机制
[19]
,这一结果得到诸多研究人员的认可,其中包括干燥各种农产品和食品
[20-22]
。干燥时间至
150 min
以后,二至丸的干燥过程进入恒速干燥阶段,在该阶段不同干燥温度的干燥速率几乎接近,因此二至丸在干燥后期可采用低温干燥。根据二至丸的不同干燥阶段,采取变温干燥来实现物料干燥的方法,是对传统方法的改进。有大量的研究表明,变温干燥可以使干燥时间缩短、有效成分保留率高、色泽保持性好、水分活度低
[23]
。由于干燥所处的阶段不同,水分与物料结合的方式不同,干燥过程所消耗的能量不同;变温干燥使表面与内部产生很大的温差,使传热传质的动力变大,提高丸剂内部水分的驱动力,加快水分的扩散,提高干燥效率
[24]
。
2.5
模型拟合
2.5.1
模型拟合判定参数
丸剂
MR
变化的试验值与干燥数学模型的拟合度主要由以下
3
个参数来判
定:决定系数(
coefficientof determination
,
R
2
)、卡方(
chi-square
,
χ
2
)及均方根误差(
root mean square error
,
RMSE
)。
R
2
越大、
χ
2
及
RMSE
越小,说明实验值与干燥模型的拟合度越好,
3
个参数的值由数学拟合软件对实验数据与数学模型拟合时自动生
成
[25]
,各模型拟合参数结果见表










