#标签#材料,免喷涂,工艺,测试#
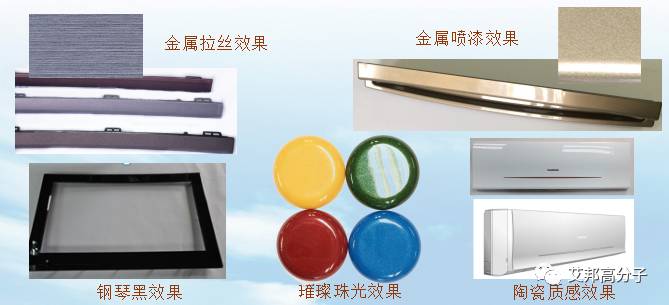
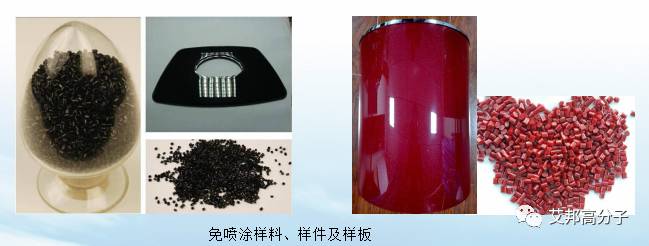
无需喷涂,直接一次注塑成型即可达到喷漆所需要的“靓丽”外观效果,是一款真正环保和低VOC产品;包括:高光免喷涂(高光材料、钢琴黑材料、陶瓷白)、珠光效果、金属质感效果……
难点1:成型制品外观质感(仿金属/陶瓷等效果)较差
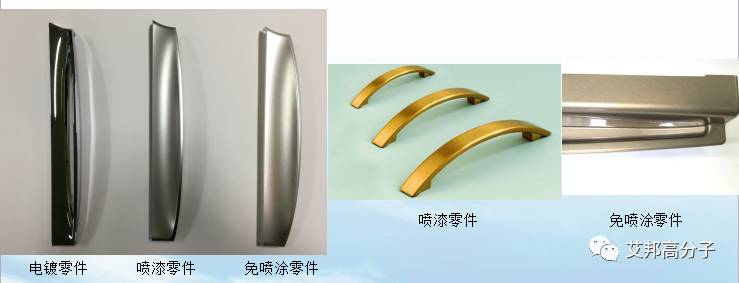
免喷涂产品外观质感、效果及光泽度等较喷涂产品差
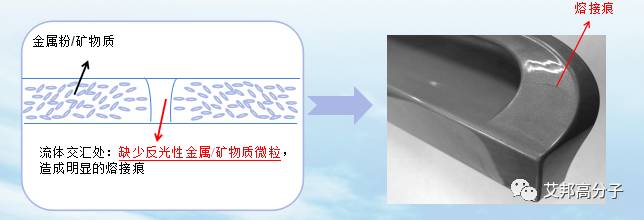
熔接痕的产生
熔体在交汇位置处发生金属颜料或者珠光颜料的堆集(导致样件不同部位密度产生差异),产生熔接痕。
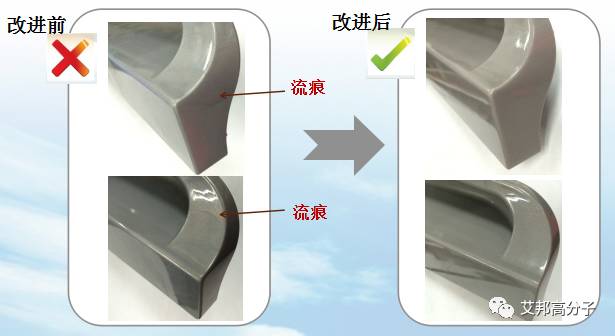
流痕的产生
注塑螺杆的定向剪切引起金属颜料或珠光颜料在材料表面发生取向,产生流痕。
熔接痕和流痕的存在是制约免喷涂材料应用的“最大障碍”
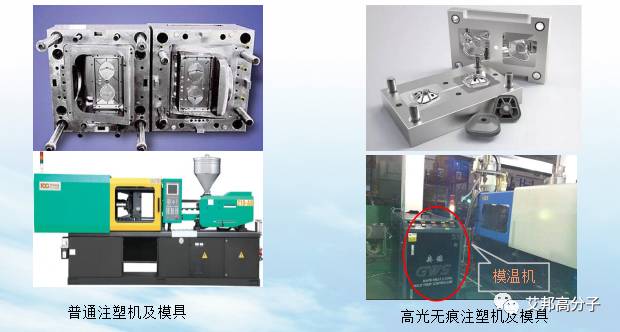
普通材料的成型模具及工艺无法满足免喷涂材料正常成型要求
问题点及难点主要有:
1、颜料选择;
2、珠光粉/金属粉选择(粒径及分部)及表面处理;
3、原材料选择(材料流动性/材料光泽度/材料透明性);
4、配方设计(材料相容性/材料物性/材料稳定性/材料耐擦划性)。
成型工艺简单
样件效果较好
样件结构相对
简单,无法进行复杂样件制作

-
靓丽的色彩
-
逼真的金属效果
-
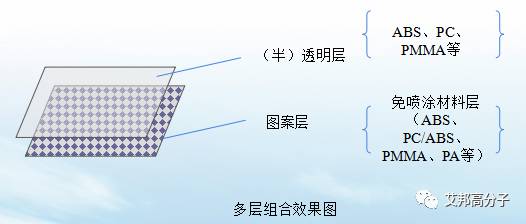
一体成型
-
超薄/强度高
-
可双色(降低成本)

高光模具注塑的免喷涂外观效果
模具材质
:cena1模具钢(日立钢材)、硬度要求:>40;
辅助设备
:蒸汽加热装置、油温加热装置;
模具设计
:高温设计、适用水路设计、进胶方式、胶口位置、胶口形状、溢料设计等。

注塑
:直接注塑(背面无任何结构件);
嵌入
:bespoke assembly(天线及手机坚固程度);
钻孔
:摄像头、耳机等精密空洞;
打磨
:透明漆硬涂层等。
质感效果较好
缺陷较易隐藏
质感/立体效果好
可明显改善留痕/熔接线

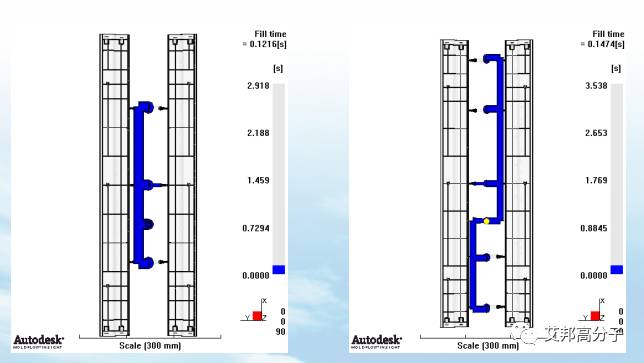
改进一:采用时序控制,改变熔接线位置。
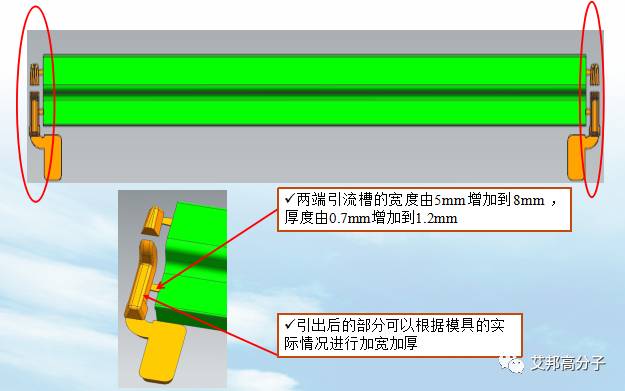
改进二:引流槽改进。
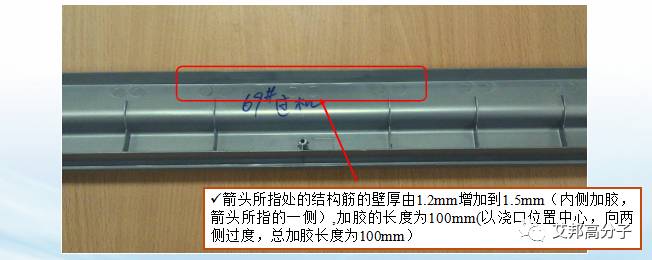
改进三:筋位消除。
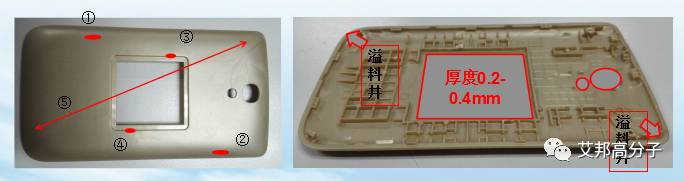
下图为采用免喷涂材料按照普通材料注塑工艺生产的手机外壳制件。零件有4个胶口分别命名为①、②、③、④,另外⑤处表示的制品熔接线位置及走向。
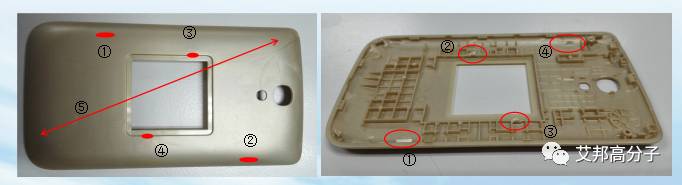
建议改进方案
减少浇口数量
:4个浇口减少到2个胶口数;
保证视窗流动
:视窗及孔洞处进行适当的处理,减弱流体阻力,减少熔体交汇产生的熔接痕;
增加溢料井
:在产生熔接痕的对角线方向加溢料井,将熔接线缺陷移至溢料井,然后修剪处理。
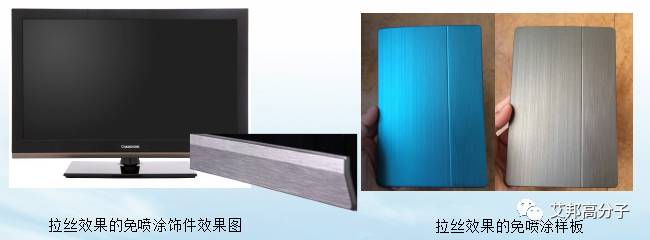
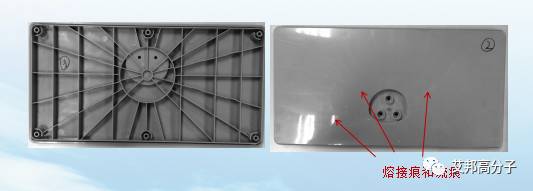
案例分析三、电视机底座
对于非结构件产品,可将产品进行拆解注塑,面板采用免喷涂材料注塑成型,加强筋采用胶粘技术粘于面板背面。
产品结构尽量简单化:薄壁结构、少孔洞、少筋位。
通过模具结构设计,使零部件裸露部分无明显缺陷,通过设计将缺陷隐藏到背面或隐蔽之处。
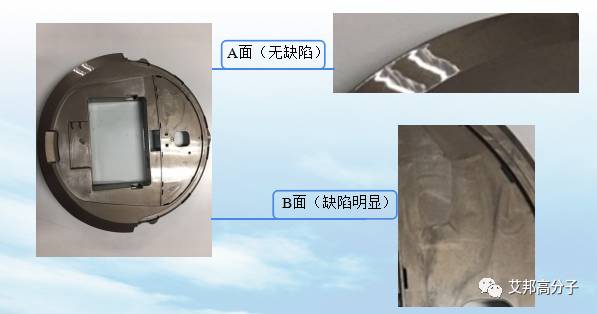
合理隐藏缺陷,保证A面合格
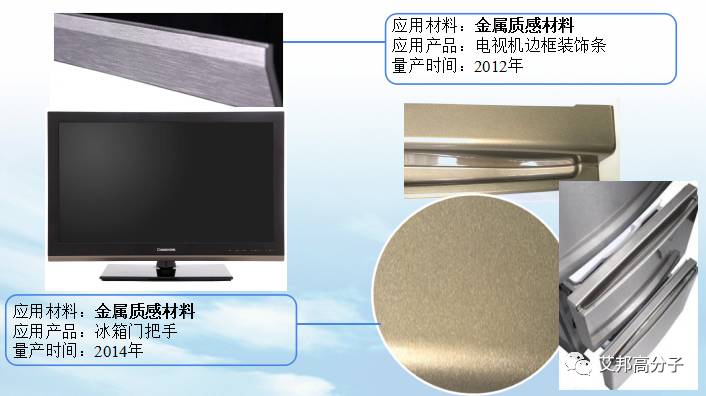
案例应用二

免喷涂材料应用模式思考(“四新技术”模式-新材料NM、新结构NS、
新模具NM、新工艺NP
)

按照个性化定制的要求进行“艺术品”开发工作
免喷涂材料应用模式思考
免喷涂材料应用模式(“四新”模式-新材料、新结构、新模具、新工艺)