根据制造行业及工艺上的区别,自动化生产线具有很多类型,例如自动化机械加工生产线、自动化装配生产线、自动化喷涂生产线、自动化焊接生产线、自动化电镀生产线等。其中最典型的是以下两种:一种为自动化机械加工生产线,用于机械零件加工行业;另一种为自动化装配生产线,用于各种产品的后期装配生产。
自动化机械加工生产线主要从事零件的铣削、钻孔及其他类似的回转切削加工工序,主要应用与以下零件加工场合:
-
·零件大批量生产
-
·零件设计成熟
-
·长期生产
-
·需要多种加工工序
在上述场合,才有用自动化机械加工生产线就可以显示出它的巨大优越性。例如:很低的人工成本、很低的制造成本、零件制造周期短、占用场地最少等。
在自动化机械加工生产线中,根据生产线结构形式的区别可以分为以下两种类型:
-
·未设置内部零件存储缓存区的自动化机械加工生产线
-
·设置内部零件存储缓存区的自动化机械加工生产线
上述两类自动化机械加工生产线的节拍原理存在较大的区别,本文主要介绍未设置内部零件存储缓冲区的自动化机械加工生产线结构组成及节拍原理。
1、结构组成
这种自动化机械加工生产线的基本结构原理如图1所示。
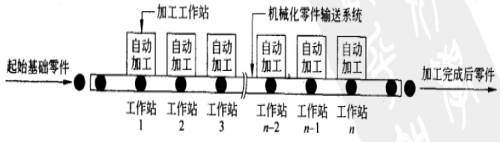
图1 典型的自动化机械加工生产线结构原理示意图
这种自动化机械加工生产线在机械结构上主要有以下三部分组成:
-
·零件自动输送系统
-
·单个的机械加工工作站(如自动机床)
-
·控制系统
通过输送系统将各台机械加工工作站连接在一起,原始零件(未加工的零件)从生产线的一端进入,在一台工作站上完成加工后再由输送系统输送到相邻的下一台工作站,没一台工作站完成不同的加工工序,经过最后一台工作站后得到完成全部加工工序的零件。
在生产线上可能还有部分检测工作站,用于对工件加工过程中的加工质量进行自动检测。此外还可能有部分人工操作的工作站,用于代替技术上极难实现自动化加工活在成本上不经济的自动化加工工序。
由于零件的机械加工通常都要求较高的加工精度,对零件的定位精度自然要求较高,因此零件的自动输送采用一种专用的夹具——随行夹具来输送。随行夹具不仅可以对待加工的零件进行准确的定位,还可以移动、定位及在加工工作站上夹紧。由于零件可以在随行夹具上精确的定位,还可以移动、定位及在加工工作站上准确定位,因而可以确保零件相对于加工刀具的准确定位。由由于随行夹具需要循环使用,所以这种自动化加工生产线通常都是首尾封闭的。
2、结构形式
自动化加工生产线通常可以采用多种结构形式。在场地有限的地方,采用直线形式的生产线可能场地不够,为了减少生产线占用的产地,或者当生产线长度太长时,可以按“L”形设计生产线,如图2所示。
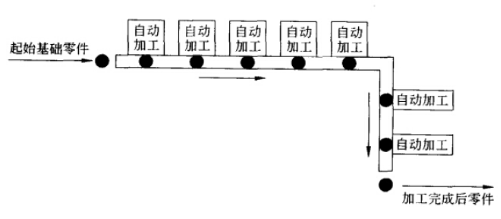
图2 “L”形自动化加工生产线
如果生产线按“L”形排布时仍然存在场地方面的限制,为了进一步减少生产线占用的场地,可以按“U”形设计生产线,如图3所示。采用这种形式的设计还有一个好处就是可以方便地在生产线上对工件进行幻象,以加工工件不同的表面。
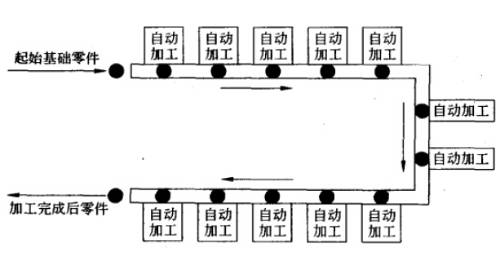
图3 “U”形自动化加工生产线
由于这种生产线上经常需要采用重复使用的随行夹具,为了避免随行夹具运输商的麻烦,生产线按矩形设计就可以很方便地实现随行夹具的自动循环,同时还可以设计专门的清洗工作站对随行夹具进行清洗,保证重复使用的随行夹具符合使用要求,如图4所示。采用这种方式既保留了直线形式的方便,又最大限度地减少了生产线占用的场地。
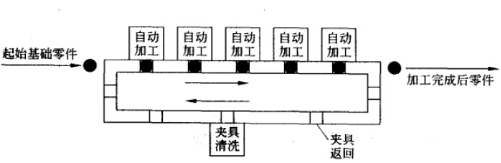
图4 矩形自动化加工生产线
除上述形式外,还有另外一种特殊情况,这就是直接将随行夹具固定连接在输送线上(最方便也最长久的就是固定在链条输送线的链条上),随行夹具始终与链条一起在输送线的上下两部分直接循环。在上班部分输送线的上方设计各种加工工作站进行零件的加工,输送线的下半部分则将随行夹具送回到上方供反复循环使用。图5为其工作原理示意图。
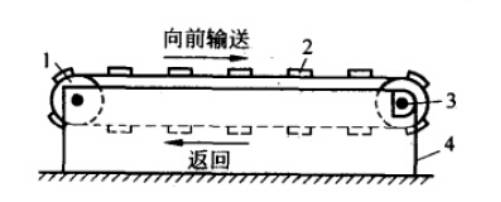
图5 上下输送形加工或装配生产线
1-张紧轮;2-定位夹具;3-分度机构链-机架
这种输送方式也可以用于自动化装配生产线,在上半部分输送线的上方设计各种装配工作站进行零件的装配。
还有一些场合可以采用托盘在输送线(如皮带输送线、链板输送线等)上实现零件的自动输送,零件在托盘上能够准确定位,而托盘在输送线上通过一定的机构进行准确定位,例如采用定位销对托盘进行定位。
自动化装配生产线结构组成
与自动化机械加工生产线不同的是,自动化机械加工生产线的加工对象是单个的机械零件,而自动化装配生产线主要从事产品制造后期的各种装配、检测、标示、包装等工序,操作的对象包括多个各种各样的零件、部件,最后完成的是成品或半成品,主要应用于产品设计成熟、市场需求量巨大、需要多种装配工序、长期生产的产品制造场合。
其优越性为产品性能及质量稳定、所需人工少、效率高、单价产品的制造成本大幅降低、占用场地最少等。
适合自动化装配生产线进行生产的产品通常为:
轴承、齿轮变速器、香烟、计算机硬盘、计算机光盘驱动器、电气开关、继电器、灯泡、锁具、笔、印刷线路板、小型电机、微型泵、食品包装等。
自动化装配生产线的结构原理与自动化机械加工生产线、手工装配流水线是非常相似的,只不过在手工装配流水线上的操作者是工人,自动化机械加工生产线上的操作者是各种工作站或自动机床,而在自动化装配生产线上则由各种自动化装配专机来完成各种装配工艺。其结构原理如下图所示。
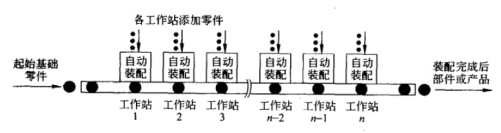
典型的自动化装配生产线结构原理示意图
自动化装配生产线在结构上主要包括:
-
输送系统
-
各种分料、挡停及换向机构
-
各种自动上下料装置
-
各种自动化装配专机
-
传感器与控制系统
除此之外,经常还可能有部分人工操作的工序,用于代替技术上极难实现自动化或在成本上并不经济的装配工序,组成同时包括机器自动操作与人工操作的混合型自动化装配生产线。
(1)输送系统
输送系统通常采用各种输送线,其作用一方面为自动输送工件,另一方面为将各种自动化装配专机连接成一个协调运行的系统。输送系统通常都采用连续运行的方式。最典型的输送线如:
通常将输送线设计为直行形式,各种自动化装配专机直接放置在输送线的上方。自动化专机及输送线都是在各种铝型材的基础上设计制造出来的,经过调试后,通过专用的连接件将自动化专机与输送线连接固定,使它们成为一个整体。
(2)各种分料、挡停及换向机构
由于工件是按专机排列次序经过逐台专机的装配直至最后完成全部装配工序的,通常在输送线上每一台专机的前方都先设计有分料机构,将连续排列的工件分隔开,然后再设置各种挡停机构,组成各专机所需要的工件暂存位置。工件到达该挡停暂存位置后,经过传感器确认后专机上的机械手从该位置抓取工件放入定位夹具,然后进行装配工艺操作。最后由换机上的机械手从该位置抓取工件又送回输送线继续向下一台专机输送。
在需要改变工件的姿态时,就需要设置合适的换向机构,改变工件的姿态方向后再进行工序操作。
(3)各种自动上下料装置
由于主要的装配工序都是由各种自动化装配专机完成的,各种自动化装配专机自然也相应需要各自的自动上下料装置,应用最多的就是振盘及机械手。振盘用于自动输送小型零件,如螺钉、螺母、铆钉、小型冲压件、小型注塑件、小型压铸件等,而机械手抓取的对象更广,既可以抓取很微小的零件,也可以抓取具有一定尺寸和重量的零件。
为了简化结构,在自动化专机的设计中,通常将自动上下料机械手直接设计成专机的一部分,而且通常的上下料操作只需要两个方向的运动即可实现。所以这种机械手采用配套的直线导轨机构与气缸组成上下、水平两个方向的直线运动系统,在上下运动手臂的末端假设吸盘或气动手指即可。
对于某些简单的工艺操作,专机不需要将工件从输送线上移出,可以在工件在输送线上的输送过程中直接进行,例如喷码打标、条码贴标操作,这就使专机的结构大大简化;有些工艺需要使工件在静止状态下进行,这时就需要通过挡停机构使工件停留在输送线上,然后直接进行。而有些工序不仅需要工件在静止状态下进行,而且还需要一定的精度,例如激光打标操作,这时如果仅仅将工件挡停在输送线上还不够,因为输送线通常是连续运行的,在输送线的作用下工件仍然会产生轻微的抖动,需要设计气动机构将工件向上顶升一定距离,使工件脱离输送皮带或输送链板后再进行工序操作,完成工序操作后再将工件放下到输送皮带或输送链版上继续输送。
(4)各种自动化装配专机
各种自动化装配专机包括自动上下料装置、定位夹具、装配执行结构、传感器与控制系统等,其中定位夹具根据具体工件的形状尺寸来设计,装配执行机构则随需要完成的工序专门设计,而且大量采用直线导轨机构、直线轴承、滚珠丝杠机构等部件。通常在这类自动化装配专机上完成的工序有:
自动粘结、零件的插入、半导体表面贴装、各种螺钉螺母连接、铆接、调整、检测、标示、包装等。除装配工序外,在这种自动化装配生产线上也可以采用部分简单的机械加工工序。
(5)传感器与控制系统
每台专机完成各自的装配操作循环,必须具有相应的传感器与控制系统,除此之外,为了使各台专机的装配循环组成一个协调的系统,在输送线上还必须设置各种对工件位置进行检测确认的传感器。例如工件确实存在而且控制系统需要放行工件时分料机构才开始动作、工件暂存位置确实有工件而且控制系统需要机械手抓取工件进行上料时机械手才开始取料,等等。
通常采用顺序控制系统协调控制各专机的工序操作,前一台专机的工序完成后才进行下一专机的工序操作,当前一台专机尚未完成工艺操作时相邻的下一台专机就必须处于等待状态,直到工件经过最后一台专机后完成生产线上全部的工艺操作,这与手工装配流水线的过程非常相似。
自动化装配生产线最典型的结构形式就是如图1所示的直线形式,这样输送系统最简单,制造也更容易。
图1 典型的自动化装配生产线结构原理示意图
除典型的直线形式外,为了最大限度地节省使用场地,有时还可以采用一种环形形式,如图2所示。由于平顶链输送线能够自由转弯,所以非常适合作为这种环形生产线的输送系统。
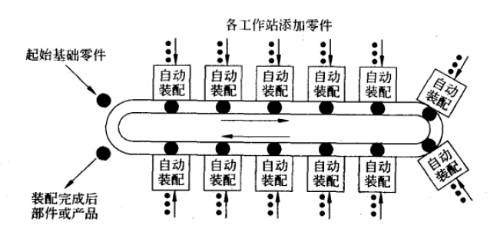
图2 环形自动化装配生产线
内容来自百度文库 由智造家整理

专注于机器人、无人机/车,工程师都关注的“机器人网”





