
相信大家做过成型手写笔的同行都知道,如果用POM料来注塑,产品表面会出现很多类似流纹、气纹、夹水纹等这样的东西,即使是调整注塑工艺参数,外观上也是很难满意的。但如果换成PC/ABS、ABS、PC来做,调整注塑工艺参数,却可以得到外观很漂亮的产品了。

是什么原因呢?
外观不漂亮的原因,主要是熔体在充填的时候不是以稳定的扩展流向前扩展的,而是有扰动形成乱流造成的。而熔体能否在充填的时候形成稳定的扩展流,除了与模具设计、成型工艺有关外,还与熔体的热物理性质有关。
下面先介绍一下塑料热物理性质的几个相关概念。
对于注塑成型来讲,可以认为是在一定的压力下的进行的,因此可以认为是定压比热容。
定压比热容是指单位质量的物质在压力不变的条件下,温度升高或下降1℃所吸收或放出的能量。
具体到注塑成型来讲,比热容大就意味着塑料由固态变成熔体时吸收的热量多,由熔体冷却成固体时放出的热量也多。
热导率有时也称“导热系数”,是物质导热能力的量度,指的是两种不同介质之间的热传导能力。
具体到注塑成型来讲,是熔体与模具表面进行热传递。热导率高,意味着熔体向模具传热快,熔体冷却速度快。
热扩散系数是指热量在物质内的传媒速度,也就是说物质内部温度扯平的能力。
具体到注塑成型来讲,就是熔体内部之间不同液层之间的热传递能力。热扩散系数大,意味着熔体表层降温后,中心层会即时将热量传递给表层,中心层的温度也很快降低。
熔融指数是一种表示塑胶材料加工时的流动性的数值。它是美国量测标准协会(ASTM)根据美国杜邦公司惯用的鉴定塑料特性的方法制定而成,其测试方法是先让塑料粒在一定时间(10分钟)内、一定温度及压力(各种材料标准不同)下,融化成塑料流体,然后通过一直径为2.1mm圆管所流出的克(g)数。其值越大,表示该塑胶材料的加工流动性越佳,反之则越差。
通过上面的介绍,我们下面来比较POM、ABS、PC、PA66四种材料的热性能参数。PC/ABS因没有找到相关的参数,没有作对比,但应该是处于ABS与PC之间的。
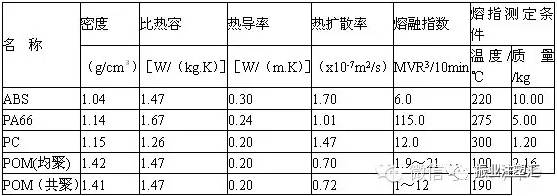
通过上面数据比较,就会发现:
1、POM比热容大,冷却时释放的热量多,这就是注塑成型POM料模具与产品温度高、烫手的原因。
2、POM的导热率与热扩散系数都低。热导率低表明POM熔体与模具表面的热交换速度慢,冻结层较薄。热扩散系数低表明熔体内部热量的传递能力差,即使是表面熔体的温度降低,并不能很快地导致中心层的熔体温度也降低,中心层熔体仍的较高的温度与较好的流动性。熔体在充填的时候,很容易突破薄的表皮层,形成乱流。
3、POM的熔融指数。虽然表中给出的是一个范围,熔融指数的高低与分子量大小有关。一般生产手写笔这种要求不高的产品,会选择价格低、分子量也低的材料,因此熔融指数相对较高,POM具有较高的流动性。
这几种情况的综合表现,就是用POM料注塑成型手写笔时,难以稳态填充,容易出现扰动、乱流,所以难以注塑出漂亮的外观来
模具设计的时候,浇口要尽量设计得大些,避免形成喷射流。注塑工艺调整的时候,应该尽量降低充填速度,形成稳态填充。但注塑机在低速下稳定性不好,注射速度太低时螺杆前进时会出现颤抖,因此熔体会出现振动产生震纹,有时反而不如充填速度稍快充填的外观好。
通过上面的分析可以看出,POM料料注塑成型手写笔时难以获得合格的外观,而改用PC/ABS、PC、ABS料则很容易通过工艺的调整做到,就是因为这几种料的热性能恰好相反,比热容大,热导率与热扩散系数高,熔融指数低,熔体填充的时候能获得稳态流动的缘故。
来源:振业注塑汇|专注于塑料行业服务,助力工厂改善致电:0755-28152581
第五届TPE/TPV技术与应用研讨会
(6月23日• 苏州 )
5th TPE / TPV Technology and Application Forum
(June 23, 2017,Suzhou, China)
主办方:艾邦高分子
Organizer: Aibang Polymer
规模:300人
Size: 300
时间:6月23日 星期五
Time: Friday, June 23, 2017
地点:苏州 福朋喜来登酒店
Location: Suzhou, China
主题:TPV新材料、新应用、新设备、新工艺
Main Topics: New Materials/ Applications/ Equipment/ Technology on TPV
会议议题(暂定)/Meeting topic (to be confirmed):
1.TPV过去、现在、未来 (北京橡胶工业研究设计院 研发高级工程师 周志峰)
2.TPV全球市场发展状况以及趋势( IHS 副总监 徐徐)
3.EPDM在TPV中的应用(上海中石化三井弹性体有限公司 技术总监 王建国)
4.TPV 在汽车门封中应用介绍(山东道恩高分子材料股份有限公司 技术总监 陈文泉)
5.TPV 吹塑制品在汽车中的应用(安徽中鼎橡塑制品有限公司 经理 任福海)
6.过氧化物在PP/EPDM动态硫化中的应用(阿科玛 阴景贤)
7.汽车密封条TPV与传统材料之争及趋势(天津天逸合成精密机械有限公司 总经理 滕智全)
8. 酚醛硫化树脂在TPV动态硫化中的应用(圣莱科特化工(上海)有限公司亚太技术经理 李道力)
9.TPV挤出共混工艺(克劳斯马菲)
10.TPV在汽车内外饰领域应用(待定)
11.TPV在其他领域应用(拟邀请 国内外知名 TPV企业)
12.TPV制品挤出工艺
13.TPV制品其他成型工艺
14. TPV其他相关助剂(除味剂,交联剂等)
圣莱科特化工(上海)有限公司
上海森迪化工有限公司
山东道恩高分子材料股份有限公司
上海中石化三井弹性体有限公司
安徽中鼎橡塑制品有限公司
安徽雄亚塑胶科技有限公司
天津天逸合成精密机械有限公司
北京橡胶工业研究设计院
克劳斯马菲
阿科玛
IHS
张小姐: 18320838592; 微信同电话号码。长按以下二维码即可报名

方式1:请加微信并发名片报名;
方式2:请加微信并回复:姓名+公司+职位+手机+邮箱+主营产品
方式3:在线登记报名;阅读原文进入在线报名;
方式4:请编辑“姓名+公司+职位+手机+邮箱+主营产品”发短信到张小姐18320838592 ;
注意:每位参会者均需要提供信息;
点击阅读原文,在线报名










