
有轻微的吸湿特性,在进行挤塑或吹塑加工前,要进行干燥。在把材料放到干燥箱中之前,应当先把干燥器的温度升高到100℃。然后使TPV在干燥箱中保持2-3小时。应避免与相对湿度高的环境接触,因为材料会吸收水分,使加工的产品产生空洞。如果在停机较长的时间之后,在重新开始操作之前,应当把挤塑机筒内所存留的原料排出。
在加工TPV之前和之后,应当把挤塑设备彻底清理干净。注塑设备或挤塑机机筒应当以机械方式清理或者用聚乙烯或聚丙烯彻底置换排空。
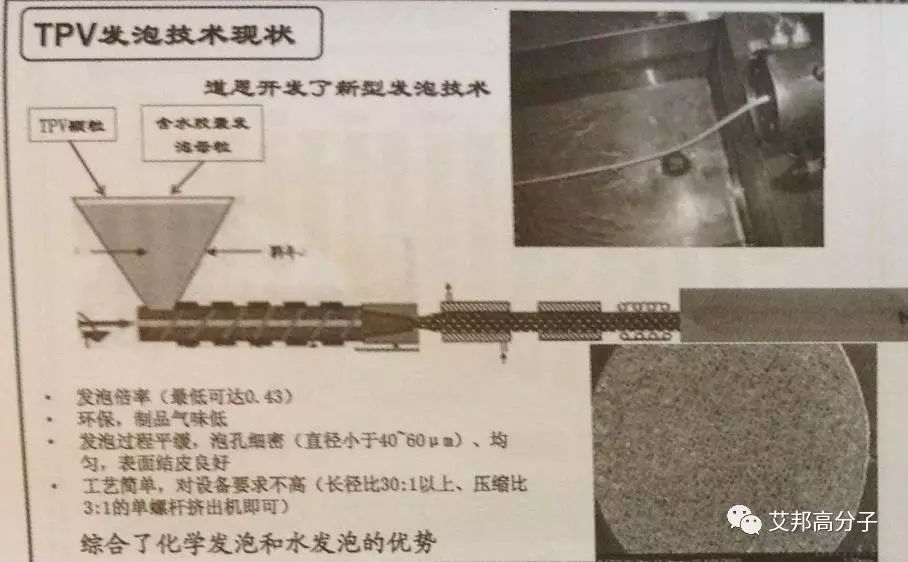
根据要求可软硬共挤,密封条柔性部分密封性能好,柔性倒刺与开槽适应性好,对开槽公差要求宽松,硬体部分,插入方便省工时。比重轻,易加工,米克数较小。规格多,品种全,可根据要求制成各种颜色,满足客户多种需求,耐侯性能优越,密封性能良好、耐磨、坚固耐用。

 来源:山东道恩高分子材料股份有限公司
来源:山东道恩高分子材料股份有限公司
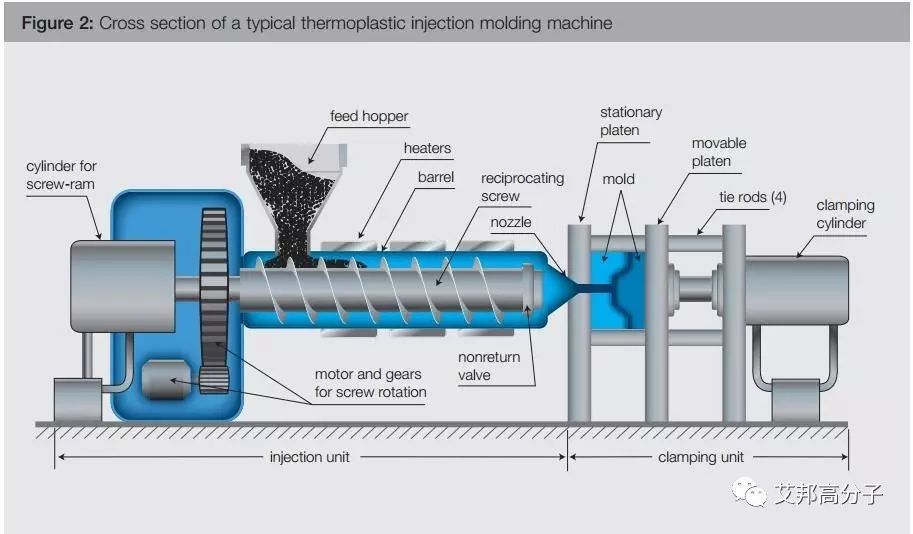
注塑成型是将热塑性塑料的原料通过注塑成型转变为可以使用并保持原有性能的制品,因此注塑成型的工艺参数编制是保证注塑成型加工的重要环节。
在注塑工艺参数编制中尤其要注意的几大要素是:温度、压力、时间。
注塑成型加工的过程中需要控制的温度有料筒温度、喷咀温度和模具温度。
料筒温度和喷咀温度的控制其主要目的是使料筒中的物料进行充分的塑化和流动。模具温度的控制其目的是使已熔融的物料在充模过程中有较高的流动性,帮助熔融的物料能够迅速的充满模腔的各个部位;同时也使充满模腔的物料能够进行充分的冷却定型。模具温度的控制对制品的内在性能和表观质量影响很大。
注塑制品加工过程中,需要控制压力包括注塑压力和塑化压力(即背压)。
注塑压力:
通过注射机的液压系统(电动注射机是使用伺服电机)把压力传递到机筒的尾端,使之推动螺杆向前移动,即施加在螺杆尾端的压力称之为注射压力。在注射成型中,注射压力所起的作用是,克服熔融的塑料从料筒向模具型腔,填充过程中的流动阻力,给予熔融充模的速率以及对熔料进行压实。
塑化压力:
指螺杆顶部熔料在螺杆转动后退时所受受到的压力称之为塑化压力,亦称背压。也可以说是克服螺杆进料转动时所产生的阻力叫背压。一般情况下,适当的提高背压能使熔体温度均匀,色料的混合均匀,还可以排出熔体中的气体,
正常生产操作中,背压的大小应在保持制品质量优良的前提下越小越好。
注塑成型过程中需要控制的时间包括:注射时间、保压时间、塑化时间、冷却时间、周期时间。
注射时间:
料筒中熔融的物料在注射压力作用下基本充满型腔时所需要的时间
称为注射时间。
保压时间:
就是对型腔内的塑料施压的时间。但要注意的是,在浇口处熔料封
冻之前,保压时间长短对制品的尺寸准确性有影响,若至浇口处熔料封冻之后则无
影响。
塑化时间:
从螺杆开始转动进料,直至设定的计量位置为止所需的时间称为塑
化时间,时间的长短直接受背压和螺杆转速的影响。必须注意的是,塑化时间必须
在冷却时间内完成。
冷却时间:
冷却时间是指,型腔内充填实后的塑料熔料,在定温状态下制品完
全成型所需要的时间。冷却时间的长短主要取决于制品的厚度大小,同时也保证产
品脱模时不引起变动为原则。
周期时间:
周期时间是指从注射机的合模开始至制品脱模结束所需的时间。周
期时间包含了,前面所讲的几个时间,即注射时间、保压时间、冷却时间(冷却时
间已包括塑化时间)。周期时间的长短与工艺参数设定合理与否有关。同时与生产过
程的是否连续话和自动化有关。
吹塑成型工艺过程分为四个基本步骤:一是形成管坯;二是闭模后在模具中通入压缩空气吹胀;三是冷却定型;四是放气启模得到制品。
 吹塑基本流程图
吹塑基本流程图
影响吹塑成型和制品质量的工艺因素主要有:型坯温度、模具温度、冷却时间、鼓气速率、吹塑空气压力和吹胀比等。
1、型坯温度
型坯温度一般控制在玻璃化温度至软化温度(或熔融温度)之间,偏于软化温度一侧。
2、模具温度
模具温度与原料的玻璃化温度(Tg)有关,Tg 较高,模温可以高一些;反之,模温应低一些;
3、冷却时间
中空吹塑制品的冷却时间一般为成型时间的 1/3~2/3,这是为了防止高聚物因弹性恢复作用
引起制品形变。
4、鼓气速率
中空吹塑成型的鼓气速率应尽可能大一些,这样可缩短吹胀时间,取得较均匀的壁厚和较好
的容器表面。
5、吹塑空气压力
吹塑空气压力与塑料的熔体粘度、制品大小和型坯壁厚等有关。
6、吹胀比
吹胀比是指制品的外径(非圆柱形制品以横向最大尺寸为准)与型坯外径之比。
通常,吹塑设备的主机为注射机和挤出机,其次为吹塑模具。吹塑模具常由两半模组成,由于吹塑模的受压不大,
常用的模具材料有铝、锌合金、铍铜、铸铁和钢材等。
原因归纳起来主要有以下几种可能
(1)加工过程,温度控制问题
(2)产品中交联剂、助剂产生的气味,比如老化剂、氧化剂等。
(3)牌号不同
(4)油的味道
(5)真空口有没有抽真空
解决方法:
建议提高成本,多做些后处理。如果是助剂产生的气味,可以逐一配比、排除,用气味少的助剂。或者直接换没有味道的料。如果您想直接去除味道,可以使用活性炭,用一些多孔的沸石之类的矿物吸附填料可以解决这些问题。
现象:
表面粗糙
产生原因:
(1)塑化、混炼不良
(2)流动性较差
(3)材料受潮
解决方法:
(1)采用混炼效果好的挤出机,提高设定温度,采用细的滤网
(2)提高设定温度
(3)成型前充分地干燥
现象:
在口型边缘滞留沉积物
产生原因:
(1)材料受潮
(2)材料本身的特性
解决方法:
(1)成型前充分地干燥
(2)使用润滑剂,用特氟隆涂敷口型,对材料进行改性
现象:
挤出量不稳定
产生原因:
(1)挤出机内的熔融点不稳定
(2)挤出机的温度波动大
(3)螺杆与粒料打滑
解决方法:
(1)变更挤出条件和螺杆形状
(2)提高温度控制精度
(3)预热粒料,提高填料斗下机筒温度
现象:
制品变形
产生原因:
(1)冷却不均匀
(2)收缩率不同的双层挤出
解决方法:
(1)均一冷却
(2)调整收缩率
现象:
在同一部位出现条纹
产生原因:
(1)口型损伤、结垢
(2)出现异种材料
(3)未消除熔接部位
解决方法:
(1)清洗口型
(2)清洗机筒内部、螺杆、机头部位
(3)加大从会合(熔接)部位到口型的长度,提高口型端部压力和树脂温度
第五届TPE/TPV技术与应用研讨会
(6月23日• 苏州 )
5th TPE / TPV Technology and Application Forum
(June 23, 2017,Suzhou, China)
主办方:
艾邦高分子
Organizer: Aibang Polymer
规模:
300人
Size: 300
时间:
6月23日 星期五
Time: Friday, June 23, 2017
地点:
苏州 福朋喜来登酒店
Location: Suzhou, China
主题:
TPV新材料、新应用、新设备、新工艺
Main Topics: New Materials/ Applications/ Equipment/ Technology on TPV
会议议题(暂定)/
Meeting topic (to be confirmed):
1.TPV过去、现在、未来 (拟邀请 北京化工大学 张立群教授/ 北化弹性体 田明教授)
1. TPV past, present and future










