随着我国药物制取获得巨大的进步, 以抗体为代表的生物制药具有广阔的未来市场. 但是如何保证安全、高效、低成本以及合规地生产生物制药产品, 增加市场竞争力, 成为当今生物制造企业需要解决的重中之重. 不同于传统制造业,生物制药具有在生产周期长、存在多批次共线、生产工艺复杂、偏差成本高和大量的过程检验和离线分析, 需要能够实时掌握生产状况. SCADA( Supervisory Control And Data Acquisition ) 系统的出现, 让掌握真实的第一手数据成为可能. SCADA 系统普遍应用于工厂车间制造, 通过对生产车间的生产设备的过程数据进行采集, 实现集中监控. 同时, 利用实时数据库存储过程数据, 用于进行历史数据分析与追溯, 消除目前存在的信息孤岛现象, 使企业决策层、管理人员和操作人员能够及时方便地获取相关信息, 为提高生产质量提供技术支持, 使车间运作更加智能可视化。
SCADA 系统作为承上启下的桥梁, 将底层控制器和上次的信息化管理软件MES 联系, 为MES 提供数据来源, 也能够将MES 的命令传达至底层的控制器, 从而达到智能制造的效果. 本文以山东瑞德某生物制造公司的生产流程为监控对象, 通过SCADA 数据采集系统对生产流程进行实时监控. SCADA 数据服务器位于公司生产车间, 标配双网口, 一个网口用于设备层网络的连接, 另一个网口可接入厂内的局域网, 与MES 连接, 具有权限的终端都可以系统登录、进行数据的访问、报表的查询、网络发布等功能, 数据自动采集率达到85 %. 该生物车间原液制备工艺流程如图1所示。

由图1可知: 完整的工序主要分为上游培养、中游纯化和下游包装. 上游培养中种子需要经过复苏、接种、种子培养以及扩增培养等, 然后进行中游纯化, 对提取物反复进行收集、提取、分离以及去杂质, 直到经过精制后的精度达到要求值, 检测合格后即可出料, 得到原料药, 最后进行加工和包装, 得到制剂。
平台采用高性能的S7 系列PLC 为核心, DELL T3610 作为工控主机, WinCC V7.4 作为上位机监控软件. 由IPC 服务终端, 构建SCADA 网络, 使用SCALANCE 防火墙进行网络防护. 控制系统的主要被控对象为提取车间和制剂车间的过程状态. 根据现场设备的分布结构, 采用分散控制、集中操作、分级管理的思想, 本监控系统分为三级架构. 第一级是设备部分, 主要包括阀门、包装机等, 还包括传送现场实时数据的检测设备, 如电子秤、温度传感器等. 第二级是控制级, PLC 通过现场总线技术与变频器、智能仪表连接, 又采用ET200M 分布式I/O 与现场的开关量、模拟量设备连接, 既保证了测量的精度, 又提高了数据通信的可靠性与高速性. 第三级是管理级, 由多台计算机通过工业以太网与控制级连接, 上位机根据操作权限的不同, 分别设为操作员站和工程师站, 并且在防火墙的保护下, 可以将数据进行云端展示. 系统总体架构如图2所示。
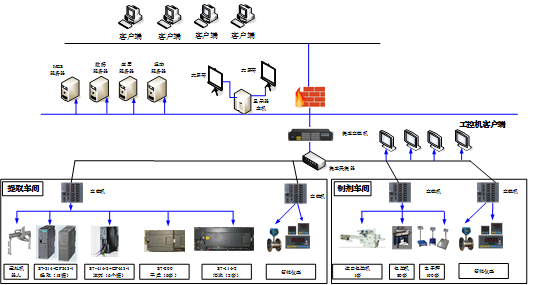
图2 系统总体架构
SCADA 数据采集系统主要根据提取车间与制剂车间中作业任务的状态信息和作业任务对应的过程数据信息以批次的形式记录生产状态、设备状态、物料状态和过程数据信息. 对能耗数据, 计量罐、发酵罐、酸化罐的生产参数值, 膜过滤系统、反渗透系统、排放物检测系统、离线检验数据进行采集. SIMATIC WinCC 对数据进行归档和分析, 数据库Microsoft SQL Server 存储数据, 通过WinCC 服务器与光纤工业以太网, 实现多Web 用户远程操作和监视.
3.1 主要系统部件选型
(1)远程监控:由带有WinCC 的客户机和PC机组成, Web客户机与工控机构成C/S 模式, 共享备份工控机中的现场数据[2]. 企业局域网中的其他PC 机与Web 客户机构成B/S 模式, 网络中任意一台PC 都可以通过Web 浏览器获取Web 客户机中的数据, 也可以通过工业以太网使用mstsc 远程登录系统界面, 对系统状态参数进行维护, 对工作参数进行校准等.
(2)综合控制:由安装西门子WinCC V7.4 的工控机和防火墙SCALANCE SC632-2C 组成, 功能是组态人机界面和保护各种网络拓扑, 包括生产过程控制、动画显示、现场数据采集与存储、工艺选择及参数设定、报表组态及实时报警等.
(3)现场控制:由S7-200PLC、S7-300PLC、S7-400PLC、SCALANCE XC工业以太网交换机模块、包装机、电子秤、运料机器人、智能仪表、阀门及触摸屏组成, 主要实现工艺流程控制、罐内状态控制、产品包装等.
3.2 控制功能实现
该SCADA 系统采用光纤工业以太网为传输平台, 基于B/S 系统架构, 配置数据采集、数据库、数据应用、Web /报表等服务器和工业以太网设备, 具有数据采集、存储、应用、发布等功能; 构建生产监控中心, 对提取车间与制剂车间的生产过程进行实时监控.
集团公司数据采集服务器收集提取车间与制剂车间加工现场的生产过程数据, 并将生产过程数据同步传送到数据库服务器; 数据应用服务器向用户提供数据的应用和分析功能, 使用户能够对数据进行查询和分析; Web /报表服务器进行Web 信息发布, 将各种数据和监控画面在Web 上发布, 用户可通过自己的账号, 在移动终端接收发布的生产信息, 从而可以随时随地实时掌控车间加工现场的生产状况[4]. 具体功能如下:
(1)对生产控制、工艺参数、产品质量、设备运行、物流仓储、产品数量等实时数据进行数据采集。
(2)支持主流数据库Microsoft SQL Server ,对各个生产系统的数据进行实时采集和存储, 对生产过程和设备状态数据进行分析、查询、统计. 企业的生产管理人员、专业技术人员、车间管理人员能够通过远程访问, 对生产过程的情况进行了解和分析。
(3)生产现场操作员站设计人机界面, 在操作员站和实操人机界面上能够查看批量生产报告、报警、事件等信息; 系统具备审计追踪记录功能,记录事件、参数修改、用户登陆、报警信息. 任何针对系统的登录、退出、参数设置及信息修改等操作事件都会被记录, 并提供多种检索方式, 以确保信息的可追溯性。
(4)对工艺控制系统的测试、调试、监控和数据采集系统按照良好的自动化生产规范进行验证; SCADA 系统与企业的ERP 、MES 等信息系统集成, 实现彼此之间数据交互, 获取MES系统中的规范相关数据, 在画面上进行显示, 以验证结果图文报表的形式展现, 可以从多个维度进行查看和分析。
(5)对各生产设备进行监控, 显示各设备实时运行状态、主要设备参数以及设备产能分析, 例如, 生产设备的OEE( Overall Equipment Effectiveness ) 计算。
(6)实现能源三级管理, 厂区、车间、批次三级能源的计量和管理; 建立能源管理体系, 明确各级的职责; 在能源管理系统的基础上, 实施”数出一处, 量出一门”的集中管理模式, 降低公司产品能耗、优化能源成本; 建立以客观数据为依据的能源考核评价体系, 推动公司节能减排工作的开展。
(7)可以通过Web 浏览器查看判断各系统是否能够正常运行, 在任意计算机上可以通过mstsc 远程登录系统界面, 对系统状态参数进行维护, 以及对数据进行修护, 对工作参数进行校准等。
SCADA 系统可以有效地采集真实的相关生产和设备的数据信息. 为OEE 计算提供最有价值的数据. 当计算某台设备的OEE 时, 从SCADA 系统中获取该套设备与OEE 相关的开、停机时间累计、计划运行时间、产品合格或不合格、产品产量等数据, 然后计算出OEE[5]. 使生产管理人员从中找到影响生产效率的瓶颈, 进行改进和跟踪, 达到提高生产效率的目的。
3.3 设备连接与通讯
SCADA 系统中, 对于底层的大部分PLC 设备都通过配置以太网接口, 通过以太网实现所有设备进行正常通讯, 如图3通讯模式所示. 生产设备采用西门子以太网模块S7-PLC 与SCDADA 系统的连接和通信, 应用以太网网线将以太网模块与SCDADA 系统的TEEZONE 201 网关相连的交换机连接, 采用PROFINET IRT通信协议进行通信, 利用交换机将多个模块集成, 再通过以太网、JACE-8000 分布式网络控制器与数据采集服务器连接进行数据采集. 对于一些DCS 和其他仪器仪表, 则通过串口连接或者增加通讯模块等方式来实现数据传输和采集。

WinCC 通过工业以太网与下位机进行通信, 它具有可靠性高、灵活性好以及通信速率高等优势, 保证了上、下位机大批量数据传送的高效性和稳定性. 创建一个新项目后, 为了使WinCC 与下位机通信, 需要进行以下步骤:
(1)在变量管理器中增加PLC 驱动程序SI-MATIC S7 Protocol Suite。
(2)选择通道单元TCP/IP, 新建一个驱动程序的连接。
(3)在连接中新建变量或变量组, 并定义变量名称、地址和数据类型等属性, 其中变量地址的设置和PLC 数据块中地址一致, 从而确定了上、下位机中变量的对应关系。
为了更好地实现上、下位机的无缝连接, 系统选用WinCC V7.4 作为上位机监控软件, 其具有人机界面友好、接口设计灵活、稳定性高以及开放性强等特点, 可以实现用户管理、配方管理、参数设置、实时数据监视、过程值归档、报表编辑和打印等功能。
基于该系统的WinCC 监控软件不仅能够让管理人员一目了然地了解当前系统的运行状况, 也可以在界面中方便的对执行器参数进行修改, 而且该监控界面搭建简单、操作易上手、具有丰富的图形元素等优势. 但是由于WinCC 没有西门子PLC 的通讯协议, 需要使用第三方软件作为OPC 协议的载体, 在OPC 服务器中建立与PLC 的存储地址相对应的标签。
生物制造车间监控系统主界面如图4所示, 主画面分菜单栏和设备区两个部分. 菜单栏主要包含按钮区和基本信息区: 按钮区可以实现不同运行画面之间的自由切换等功能, 方便查看各个区域的运行状态. 基本信息区是用来显示公司或者系统信息. 设备区主要用来显示设备运行的状态和模拟量的大小. 本系统设置报警界面、用户登录界面、参数设定界面、各生产设备界面等. 报警界面用于显示当前的实时报警信息, 便于现场操作人员及时发现故障信息, 防止事故的发生. 用户界面用于用户登陆与登出, 并显示当前操作人员的用户名与不同权限用户之间的自由切换。
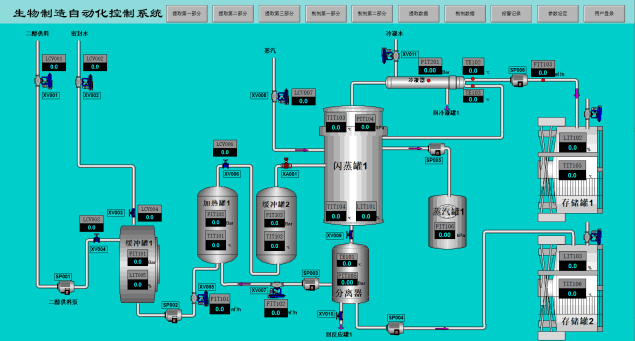
图4 提取车间监控系统主界面
根据监控要求, 收集分布于各生产线的PLC 控制器或采集器的数据和信息, 完成处理、显示、分析、报警等汇总功能, 能够对实时、历史报警事件进行显示、存储、查询等操作, 并能够及时通知操作人员, 提示故障位置和故障原因, 并做短期历史记录, 便于维修人员迅速处理危险信号, 以进行故障监控和决策制定. 通过用户归档和SQL Server 2005 数据库相结合的方式, 提供丰富的报表统计、分析和查询功能, 范围包括各类的生产报表, 形式多样化. 在参数设置画面, 可以自由设置罐内的参数和执行器的动作。
系统设置管理员、操作员和浏览员等多种用户,分配不同权限, 高级管理员可以查看低级管理员的操作记录, 为事故原因的调查提供了依据, 也能够增加和删减低级操作用户, 满足各种管理需求, 为管理者提供决策支持. 在控制显示中心, 可实现同一管理平台、同一网络下多用户、多终端、多操作平台下集中控制管理, 采用无线触摸屏或有线触摸屏即可实现对整套系统的控制, 包括输入输出、环境控制、系统状态等信息都能及时反馈到控制界面上, 使以往复杂的操控变得简单和直观。










