这是来自一线的工作记录表,详细了记录了检修的事故原因、处理方法,用图文记录了处理中遇到的各种状况,是小白晋级的最佳学习素材!
|
设备名称
|
脱酚塔真空系统
|
位号
|
---------
|
|
型式
|
罗茨式真空泵
|
维修日期
|
--------
|
|
检修人员
|
-------------------------------------------
|
|
设备故障
|
非驱动侧振动增大,11mm/s左右比之前5.0mm/s增大。
|
|
处理情况
|
解体大修。
|
|
配件消耗情况
|
驱动端:双列向心深沟球轴承 #3211(2个);
外圈单挡边单列向心圆柱滚子轴承,#NF210,(1个);
四氟挡环2个;油封65-90-10,2个;油封50-72-12,1个;
机封一套,RS50;密封垫片。
非驱端: 四氟挡环2个;油封65-90-10,4个;
外圈单挡边单列向心圆柱滚子轴承,#NF211,2个;
油封50-72-12,4个;单弹簧机封2套,T2 1 7/8“;
油封45-68-12,2个;
其他:级间开口密封环2种,6个大的,2个小的;
密封垫片若干;轴承定位套。
调整垫片若干;密封胶2盒。
|
|
原因分析
|
轴承磨损,造成振动增大;解体检查,发现非驱端轴承滚柱有轻微磨损;
转子粘有异物,造成转子动平衡不好,振动增大;解体检查发现,转子表面黏有许多白色异物,推测是BPA粉末。
|
|
备注
|
1、密封垫片必须选择正确,防止出现冷却水泄漏现象;
2、调整轴向窜量的垫片,加装时,需考虑垫片的压缩余量。
3、驱动端机封动环的定位套位置,拆装时,需进行测量,记住位置,便于回装时,调节机封压缩量;
4、非驱端单弹簧机封安装时,动环内的密封胶圈不能翻边,定位卡簧确认卡在定位槽内;
5、真空泵分段进行回装时,必须确认段与段之间的定位销安装到位。
6、同步齿轮拆卸前,对转子的轴与轴之间的相对位置,齿轮与齿轮的相对位置,齿轮与轴的相对位置做明显记号,可以打上钢印,以便于回装。
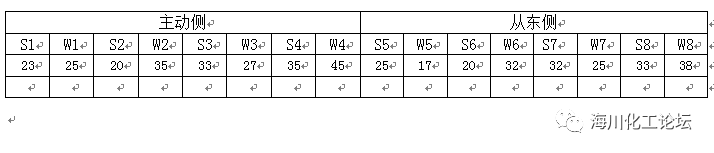
7、B台真空泵,二级间隙需适当放大,(s2+w2,s6+w6)尤其是从动轴转子
的二级偏厚,定位轴承加垫片调整轴向间隙时,需考虑将从动侧定位轴承
垫片比主动侧垫片减薄。(主动侧垫片0.45mm,从动侧垫片0.36mm)
|
1、掌握真空泵的故障情况,确认检修的具体项目内容,备齐必要的图纸资料;备齐检修工具、量具、起重机具、配件及材料;
2.根据工艺生产安排,操作人员进行设备断电,排空,停冷却水作业;
3.确认工艺处理符合安全检修条件后,拆保温,仪表人员将相关的仪表线拆除;断开出入口法兰,管口加盲板;
4.1拆除皮带安全罩,拆下皮带;
4.2 断开各附属冷却水管线;拆除地脚螺栓;
4.3 将倒链挂在上方横梁上,起重人员配合将真空泵整体吊装下来;
4.4 叉车配合将泵运输到维修场地进行解体大修;
5.解体大修(为保证拆装方便,将泵驱动端向下整体垂直放置在检修平台支架上)

5.1 拆卸前,打开观察孔,用塞尺分别复测各级转子与端板的间隙及转子之间的间隙,做好记录,如下表:单位0.01mm
5.2 在真空泵的各部件连接部位做好记号,标记顺序,便于回装;

5.3 拆卸真空泵驱动端的皮带轮;
5.4 拆卸驱动端机封的静环底座,注意静环底座后的垫片(内径边缘不带缺口),拆卸带冷却水套的密封腔,注意密封腔后侧的垫片带缺口,是回油槽的位置;拆卸机封动环及动环定位套之前需测量动环定位套的位置;
拆卸轴承座(1);拆卸油箱;拆卸同步齿轮(注意齿轮啮合位置做好相对标记);拆卸轴承压盖,拆卸轴承座(2),用千分尺测量轴承座后面调整垫片的厚度,作为回装时的参考数据,0.35mm。
5.5 在检修平台支架垫上胶皮,用倒链将真空泵垂直放置,驱动端在下侧;
5.6拆卸真空泵非驱动端的水箱,水箱与油箱之间的密封垫尽量完整拆下,便于与备件对比是否一致;检查水箱壳体,无损伤,无裂纹;
5.7拆卸机封卡簧,将动环部位拆下,拆卸静环座,尽量保证机封动静环的完整,检查机封动静环端面,无严重磨损;





