西门子TIA博途平台集成了哪些软件
西门子为了应对工业4.0的需求,推出了一套完整的数字化软件解决方案:包括产品生命周期管理(PLM)系统、制造执行(MES)系统和全集成自动化(TIA)系统。今天这篇文章,我们来谈谈全集成自动化(TIA,Totally Integrated Automation)系统。

什么是全集成自动化呢?顾名思义,就是把所有的自动化产品都集成到一个统一的平台来管理。自动化产品根据其用途、性质的不同,可以分为现场层产品、控制层产品和运营层产品。
现场层产品包括:电源及配电系统、分布式IO系统、传动系统、工业识别系统等;
控制层产品包括:各种控制器、人机界面(HMI)、工业PC、通信处理器等;
运营层产品包括:SCADA系统和能源管理系统等;
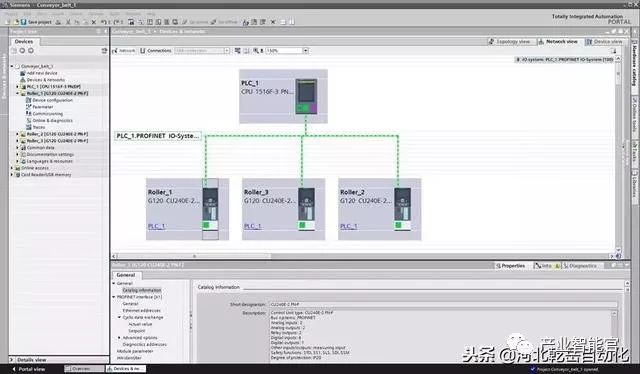
西门子推出了全集成自动化软件平台——TIA博途(TIA Portal),来实现把现场层、控制层和运营层的自动化产品进行集中管理的目的。请看下面这张图:

自动化产品种类繁多,TIA博途是如何实现对这些产品的统一管理呢?
西门子的解决方案是:TIA博途提供一个软件集成的平台,在这个平台之上,通过添加不同领域的软件来管理该领域的自动化产品。比如,通过SIMATIC Step7来进行控制器、分布式IO的组态和编程;通过SIMATIC WinCC来对人机界面进行组态。
下面这张图是TIA博途平台的软件架构:

包含了如下软件系统:
1)SIMATIC Step 7:用于控制器(PLC)与分布式设备的组态和编程;
2)SIMATIC WinCC:用于人机界面(HMI)的组态;
3)SIMATIC Safety:用于安全控制器(Safety PLC)的组态和编程;
4)SINAMICS Startdrive:用于驱动设备的组态与配置;
5)SIMOTION Scout:用于运动控制的配置、编程与调试;
下面来具体介绍下各个软件系统:
1.SIMATIC Step 7
:可以对S7-1200/1500,S7-300/400系列PLC进行编程。Step7 包括两个版本:基本版(Basic)和专业版(Professional)。基本版只能对S7-1200系列PLC进行编程组态,而专业版可以对S7-1200/1500,S7-300/400及WinAC进行组态和编程。
如果要对安全PLC进行编程,要安装SIMATIC Safety软件。
SIMATIC Step7各版本的功能如下图:

2.SIMATIC WinCC
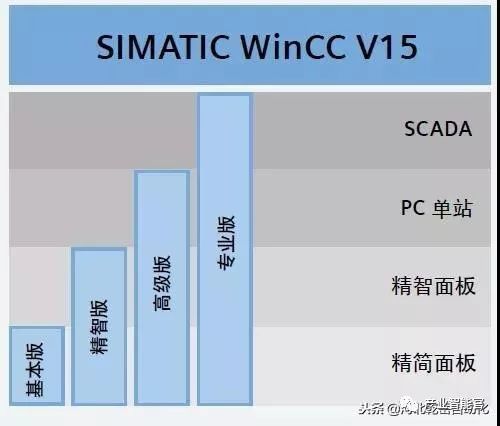
:用来对西门子人机界面进行组态。在TIA博途面世之前,西门子人机界面的组态软件有WinCC和WinCC Flexible两种。在推出博途平台之后,人机界面的组态软件都统称为WinCC。WinCC有四个版本,基本版(Basic)、精致版(Comfort)、高级版(Advanced)和专业版(Professional)。
WinCC基本版:只能组态精简系列的面板(HMI);
WinCC精致版:可以组态所有系列的面板(精简系列、精致系列、移动面板),但不能组态PC站。
WinCC高级版:可以组态所有面板及PC站;
WinCC专业版:可以组态所有面板、PC站及SCADA系统;
SIMATIC WinCC各版本的功能如下图:
3.SINAMICS Startdrive
:早期对西门子变频器的调试使用的软件是Starter,可以调试MM440、G120和S120等变频器。基于博途平台西门子推出了Startdrive软件,可以对驱动器进行组态、参数设置、调试和诊断。老版本的Startdrive仅支持G120系列变频器,从博途V14开始,也支持S120系列变频器了。Startdrive软件的外观如下图:
4.SIMOTION SCOUT TIA
:SCOUT是用于运动控制系统的组态、参数设置、编程调试和诊断的软件,在博途平台上称为Scout TIA,目前最新的版本是Scout TIA V5.2 SP1。SCOUT功能很强大,可以对伺服驱动器进行组态、设置参数;可以对轴进行参数设置;可以编写控制程序,支持ST、LAD、FBD等编程语言;支持PROFIBUS-DP、PROFINET、以太网等通信方式;支持控制系统的调试和诊断;SIMOTION SCOUT TIA的外观如下图:

介绍了这么多,只是希望你有这样一个概念:TIA博途是一个软件平台,这个平台支持很多不同种类的软件系统。可以根据具体的需要,安装相应的软件。比如,如果你仅对人机界面进行组态,只需要安装WinCC就可以了。WinCC有不同的版本,如果你使用的是精简版的面板,仅需要安装WinCC基本版就可以了。
好了,关于西门子博途平台及其软件架构就先介绍到这里。

一、
防错的定义
防错(Error Prool)也称做防呆(Fool Prool),起源于日本质量管理专家Shingeo Shingo。
二、错误定义
本文中的错误指的是,生产制造业中,由于生产过程与生产预期发生偏离,导致产品出现缺陷,致使这一问题产生的原因及错误。
三、错误来源
“人机料法环”,是对全面质量管理理论中的五个影响产品质量的主要因素的简称。
-
人:制造产品的人员;
-
机:制造产品所用的设备;
-
料:制造产品所使用的原材料;
-
法:制造产品所使用的方法;
-
环:产品制造过程中所处的环境。
这五大要素中,人处于中心位置及驾驶地位。
就如行驶的汽车,“机”、“料”、“法”、“环”四要素即为汽车的四个轮子,而人则为驾驶员。四个“轮子”的问题点大致可分为:设备精度问题、设备稳定性问题等;供料质量问题、批次混乱问题等;生产方法不是最合理、最优的方案等;生产环境不是最理想的等。“驾驶员”经常因为这样那样的问题而发错。这些错误不仅存在,有的甚至无法完全避免。有的错所引起的后果不严重,而有的错误则有可能是致命的。因此,在自动化装配产线中,对于人的防错占据了绝大部分。
四、错误后果
生产过程出现错误,产生的后果有许多中情况。本文仅对人工操作进行相关说明。
1、零件漏装;
2、零件错装;
3、操作不规范;
4、危害人身安全;
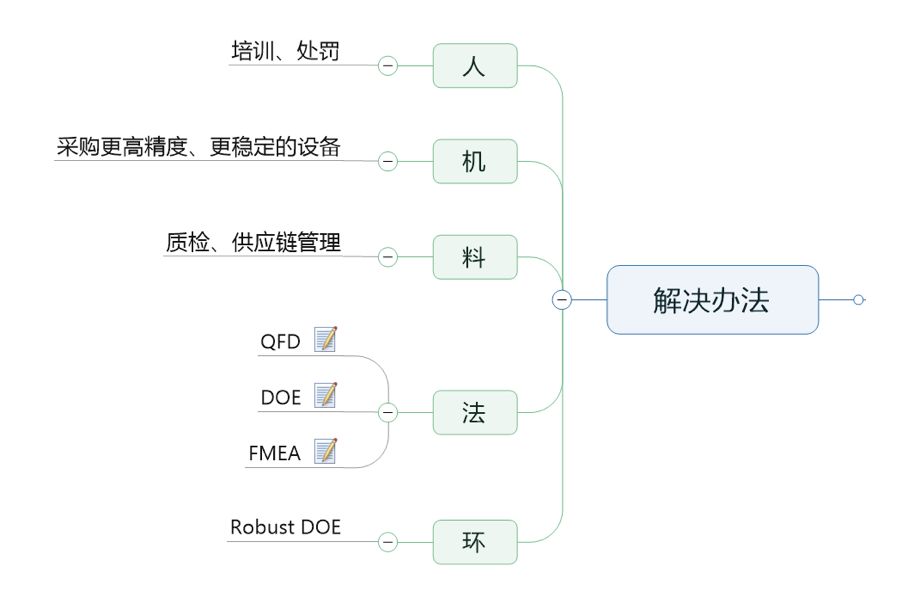
五、解决办法
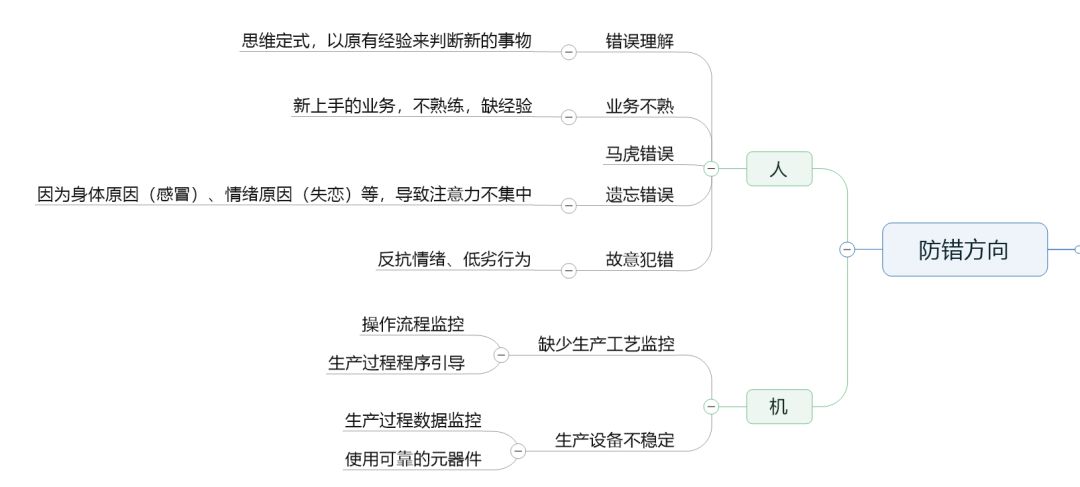
六、防错方向
七、防错思路
(1)产品上线防错

(2)生产过程防错
-
装配过程防错:动作流程指导
-
装配质量监控
-
不合格件处理:NG件处理
(3)产品下线后防错
八、防错手段
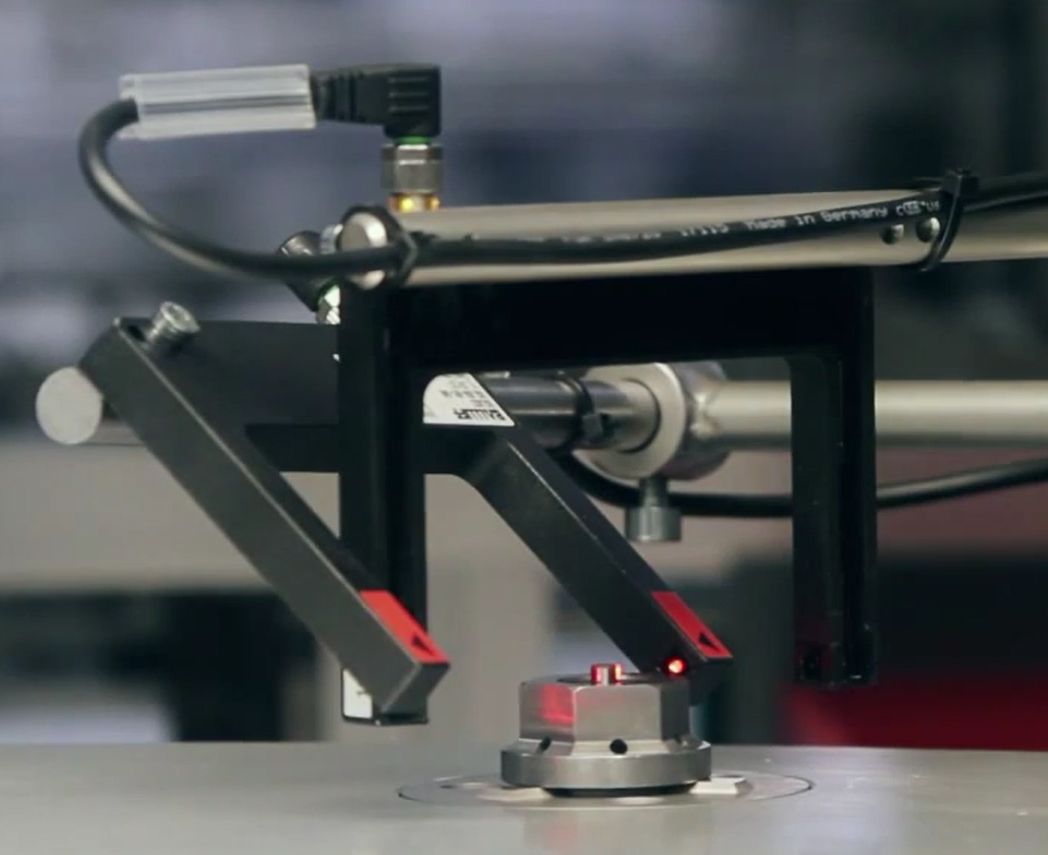
(1)机械防错:产品装配姿态防错—>防止错装—>只允许某一个方向放置
(2)传感器防错:产品存在检测—>防止漏装










