1、测量室容积变化产生的误差与修正
旋转活塞流量计在使用过程中,由于工艺管道内压力的变化,使得旋转活塞瞬时转速过大,导致活塞槽口对隔板的冲击,使隔板弯曲。对这一类表进行检修时发现,凡是隔板弯曲甚至断裂引起的故障,由于旋转活塞旋转时不能按照原来的运动轨迹转动,造成测量室的内壁和底面、活塞上下端面以及内外壁产生严重磨损,甚至出现划痕和凹槽。在这种情况下,就需要在更换隔板后对测量室及活塞进行研磨,使旋转活塞能在测量室内旋转自如,重新起到测量作用。但是经过多次检修研磨后,测量室的容积将发生变化(见图)。
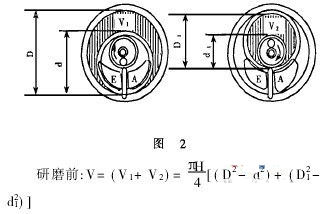
h———测量室深度(高度);
v———总容积;
v1———外容积;
v2———内容积。
研磨后,将会造成以下尺寸发生变化。
d 、d1 (增大),d 、d1 (减小),那么

v′———研磨后总容积;
△v———研磨前、后容积变化量。
若v、v′对应的体积流量分别为q、q′,则该表的引用误差为:
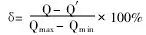
随着检修、研磨次数的增多,δ值将越来越大,超过该表的精度等级范围,使其测量精度不能满足工艺生产的需要。为了使它重新获得较高的测量精度,恢复其测量的准确性,出现这种测量误差,我们可以通过以下两种途径进行修正,使其达到精度要求。
(1) 利用检修后的标定数据,通过更换配对转子的方法进行修正。
大家都知道,旋转活塞式流量计内部机构都是采用转子推送的,转子的变速比决定了指示机构与测量机构的比例对应关系。我们就是利用改变这种比例关系来达到修正的目的。
例如:一台旋转活塞流量计,精度为0.5级,经多次检修、研磨后,重新标定,标定出的指示误差值为-1.27%。现用更换配对转子的方法进行修正。
(2) 利用乘以系数k的方法进行修正。
目前,许多厂都使用了集散系统,这类仪表系统都具有对可变参数的系数进行调整、修改的功能。我们就是利用这种系数调整的方法,来实现对误差的修正。
例如,一台旋转活塞流量计,精度为0.5级,量程为0.6~6m3/h,经过多次检修、研磨后,重新标定其指示相对误差为-1.05%。根据所给数据,得到下表和下图。
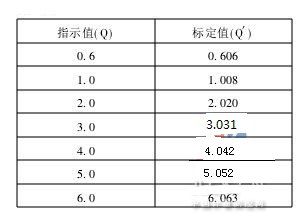
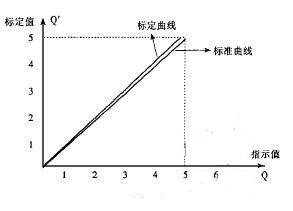
根据上表和上图,我们可以看出:
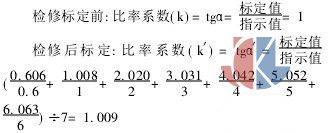
根据计算出的比率系数,在集散系统的该控制回路中,或在kmm调节器可变参数中通过组态,修正现场来的测量信号,得到实际的指示值和累积值。
实际指示值=测量示值(pv值)×比率系数(k′),即:
q′=q·k′
2、介质温度变化引起介质密度变化而产生的误差与修正
众所周知,许多体积流量仪表都存在温度对测量流量精度的影响,它可以通过补偿、选型等方法来最大限度地克服这种影响。然而许多生产装置,特别是化工装置,对流量的要求比较高,化学反应是考虑质量流量,而不是体积流量。质量流量(m)与体积流量(q)的关系是:m=ρ·q(ρ是介质密度),在体积流量不变的情况下,如果流体介质密度发生变化,则质量流量将随之而变。对于液体介质,压力对密度影响甚微,可以忽略不计。但是温度对密度的影响就不能忽视。为了解决测量体积流量的旋转活塞流量计达到测量质量流量的目的,我们做了一些尝试。
下面我们以化工原料中乙二醇为例,根据乙二醇介质的温度与密度关系,讨论乙二酵的温度对体积流量测量的影响。
例如,一台旋转活塞流量计,精度为0.5级,测量范围为0.6~6m3/h,工艺要求设定控制流量为2.5m3/h,介质温度为180℃。若温度变为165℃时,则在质量流量不变的情况下,体积流量将发生变化,并出现流量示值偏离给定值,出现示值超差现象。180℃时的体积流量为 2.5m3/h,乙二醇密度为986kg/m3,则此时控制的质量流量为:
m=ρ·q=986×2.5=2465kg/h
165℃时,如果要保持控制的质量流量为2465kg/h,此时乙二醇密度为1000kg/h,则相应的体积流量为:

那么,由于温度的变化,在质量流量不变的情况下,体积流量产生的误差是显而易见的。
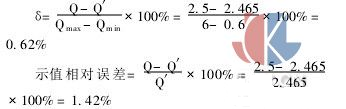
由于这种误差是由旋转活塞流量计外部因素(温度)引起的,而且对工艺影响也比较大,化学反应只与物质的质量(或者说摩尔数)有关,而与物质的体积无关。因此,要保证介质的质量流量不变,在温度发生较大变化时,就必须考虑对体积流量的误差修正,而这种修正是不能通过旋转活塞流量计本身来修正的,也不能通过更换配比转子或乘以系数k的方法来修正,而只有通过改变体积流量的设定值来修正。以上例来说,如果将流量设定从2.5m3/h改为2.465m3 /h,就可达到修正目的,满足工艺对测量的要求。







