精益生产与智能制造的联系和支撑
一、智能制造的定义和特征
智能制造是基于新一代信息通信技术与先进制造技术深度融合,贯穿于设计、生产、管理、服务等制造活动的各个环节,具有自感知、自学习、自决策、自执行、自适应等功能的新型生产方式(定义来源于《智能制造发展规划(2016-2020年)》)。
智能制造具有状态感知、实时分析、自主决策和精准执行四大特点。
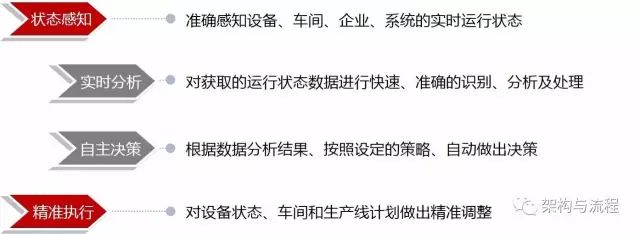
图1 智能制造核心特征
二、精益生产的定义和核心原则
精益生产(LeanProduction),简称“精益”,是衍生自
丰田生产方式
的一种管理哲学。精益生产是通过系统结构、人员组织、运行方式和市场供求等方面的变革,使生产系统能很快适应用户需求不断变化,并能使生产过程中一切无用、多余的东西被精简,最终达到包括市场供销在内的生产的各方面最好结果的一种生产管理方式。目前精益生产理论和生产管理体系仍然在不断演化发展当中,从过去关注生产现场的Kaizen转变为库存控制、生产计划管理、流程改进流程再造、成本管理、员工素养养成、供应链协同优化、产品生命周期管理产品概念设计,产品开发,生产线设计,工作台设计,作业方法设计和改进、质量管理、设备资源和人力资源管理、市场开发及销售管理等企业经营管理涉及的诸多层面。
精益生产的核心原则可以归纳为:价值-价值流-流动-拉动-尽善尽美。围绕着五项核心原则,精益生产提供了一系列的理念、方法和工具,从确定价值开始到保证价值流(链)越来越有效地流动。
-
价值是是精确的确定产品的价值是,是精益生产的要前提和根本保证。
-
价值流是使一个特定产品通过任何一项商务活动的三项关键性管理任务时所必须的一组特定活动。
-
流动是把创造价值的各个步骤流动起来。
-
拉动的本质含义是让用户按需要拉动生产,而不是把用户不太想要的产品强行推给用户。
-
尽善尽美包含3个含义:即用户满意、无差错生产和企业自身的持续改进。

图2 精益生产的五项核心原则
三、精益生产与智能制造的联系
精益理论起源于丰田生产方式,我们知道丰田生产方式是在没有数字化手段的情况下诞生的,但是随着数字化技术的发展,精益制造的大部分理念、方法和工具能够通过数字化实现,甚至通过数字化和信息化的方式,让传统的精益制造焕发出新的活力,从而更好的支撑现代生产方式,例如智能制造的实现。
制造业的发展规律有其自身的规律,美国、德国等发达国家的现代制造业,是经过了上百年的发展和积累,才从工业1.0(机械化)走过了工业2.0(电力化、自动化)、工业3.0(信息化),开始向工业4.0 时代迈进,在制造业这个发展过程中,每一个阶段都有其需要解决的问题和自身发展的规律,若是想走捷径或是绕过去,其结果则会是事倍功半。所以北京航空航天大学李哲浩先生曾经提出“三个不要”的观点:
a)
不要在落后的工艺基础上搞自动化——工业2.0 必须先解决的问题;
b)
不要在落后的管理基础上搞信息化——工业3.0 必须先解决的问题;
c)
不要在不具备数字化网络化基础时搞智能化——工业4.0 必须先解决的问题。
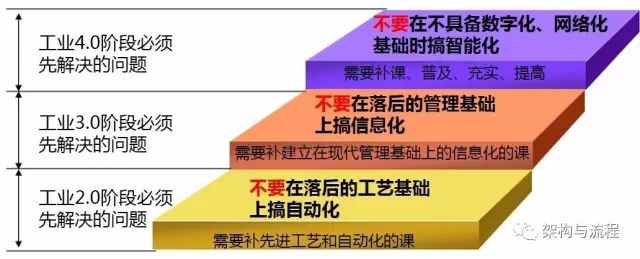
图3 制造业发展规律中的“三个不要”
我国大多数企业仍处在2.0的阶段,企业内部还存在自动化程度不够,信息化建设落后等诸多不足之处。在未来很长一段时间,急需实施“补课工业2.0”、“普及工业3.0”、“探索工业4.0”的并行推进战略。在这一过程中,信息化和数字化的融合是智能制造的两个支柱,而精益生产是实现智能制造必由之路,
-
首先,从制造层面看,精益管理的本质是消除浪费、创造价值;而智能制造是使增值活动柔性化、智能化,所以精益管理和智能制造的关系首先是相互融合。
-
其次,精益理念是决定智能制造质量的重要思想基础,精益理念与智能制造是上层建筑与物质基础的关系。智能制造给予精益理念一个物化的基础。智能制造的理论基础很大一部分就是精益思想。
-
第三,智能制造的技术为精益管理提供前所未有的便利性;传统的精益管理工具可以在智能制造的基础上完美实现,某些精益管理的工具本身就是智能制造的一部分,如:如安灯、看板等。
四、精益生产对智能制造的支撑
精益生产的核心思想、技术、方法和工具都能够很好的支撑智能制造的实现,简单总结如下如表1所示。
表1 精益生产对智能制造的支撑
|
序号
|
业务能力
|
子序号
|
核心技术
|
|
1
|
定义核心价值能力
|
1.1
|
精益理念
|
|
1.2
|
顾客的声音VOC
|
|
1.3
|
质量功能展开QFD
|
|
2
|
价值流程分析能力
|
2.1
|
生产制造价值流分析
|
|
2.2
|
业务管理价值流分析
|
|
3
|
生产组织方式能力
|
3.1
|
精益加工单元
|
|
3.2
|
精益装配生产线
|
|
4
|
生产计划能力
|
4.1
|
均衡化生产
|
|
4.2
|
准时化生产
|
|
4.3
|
约束理论
|
|
5
|
工艺管理能力
|
5.1
|
成组技术
|
|
5.2
|
工艺标准化
|
|
5.3
|
工艺精益化
|
|
5.4
|
关键过程控制
|
|
5.5
|
工艺现场管理
|
|
6
|
执行与控制能力
|
6.1
|
可视化
|
|
6.2
|
按灯
|
|
6.3
|
根本原因分析
|
|
6.4
|
分层例会
|
|
7
|
生产保障能力
|
7.1
|
物料保障
|
|
7.2
|
工装工具程序保障
|
|
7.3
|
设备保障
|
|
7.4
|
防错
|
|
8
|
持续改善能力
|
8.1
|
PDCA
|
|
8.2
|
加速改善活动 (AIW)
|
|
8.3
|
3P
|
1.
定义核心价值能力
1.1
精益理念
价值流
流动
拉动
尽善尽美
1.2 顾客的声音VOC
顾客和顾客分类数据统计分析
确定相关的反应性和前摄性数据源
顾客需求大数据分析—亲和图和狩野模型
准确定义的CTQ s
制定
CTQs
规范
确定谁是你的客户,全面了解客户需求信息内容;
收集信息。典型的反应性VOC系统和典型的前摄性VOC收集各方面的数据;
分析整理客户需求信息和数据;
将需求转化为CTQs;
为CTQs设定规范。
1.3 质量功能展开QFD
顾客期望等级评估技术;
功能需求和功能之间的交互关系确定;
顾客期望与促其实现的功能需求间的关系程度的矩阵;
各项功能需求的重要等级评估技术;
关键质量特性CTQs的确定方法;
列出顾客期望并评估重要等级–QFD的“Whats”(顾客期望)收集信息;
专家帮助定义满足顾客期望的功能需求和功能之间的交互关系–QFD的“Hows”(功能需求);
完成、分析描述顾客期望与促其实现的功能需求间的关系程度的矩阵;
评估各项功能需求的重要等级,选择关键质量特性CTQ,并确立改进目标;
从顾客需求、设计要求、产品特性、工艺要求、生产要求的多层级的QFD迭代组合运用。
2.价值流程分析能力
2.1 生产制造价值流分析
准确定义增值与非增值活动;
多品种小批量、离散型生产过程中准确收集基础数据的方法;
产品族划分及其典型产品的确定技术;
问题的原因分析技术;
未来价值流状态设计到实现的保障措施;
选择产品/产品族;
绘制现状价值流图;
设计将来价值流图;
工作计划和实施。
2.2 业务管理价值流分析
业务管理流程的优化与固化方法;
准确定义增值与非增值活动;
准确收集业务管理活动的基础数据的方法;
问题的原因分析技术;
未来价值流状态设计到实现的保障措施;
业务管理流程确定与梳理;
绘制现状价值流图;
设计将来价值流图;
工作计划和实施。
3.生产组织方式设计能力
3.1 精益加工单元
多品种小批量生产模式下的产品族划分的成组技术;
混线精益加工单元的生产节拍计算方法;
单元构建中瓶颈/共享资源的规划方法
生产线的平衡技术方法;
精益加工单元的自主运营管理方法;
选择产品族;
生产线平衡;
典型零件确定;
节拍时间计算;
生产线平衡;
计单元布局方案;
单元布局模拟和设备布置;
单元的运行与管理。
3.2 精益装配生产线
装配线节拍计算;
装配线的站位与人员数量计算;
装配工艺分离面的划分原则;
装配线平衡方法
精益装配线的自主运营管理方法;
分析装配现状
设定目标
装配工艺优化
装配线平衡
装配作业标准化
脉动装配线方案确定
布局模拟和设备布置
精益装配线运行与管理
4. 生产计划能力
4.1 均衡化生产
均衡数量
均衡品种
均衡顺序
4.2 准时化生产
工艺系统的成熟度诊断与优化;
Kanban
管理
异常处理机制和相关流程;
全员参与持续改善的精益文化;
首要任务是确定节拍、制定拉动目标;
前期准备工作是拉动成功的关键,特别是工艺系统的准备工作是重点;
树立下工序是客户的观念;
看板种类和数量的确定与运行机制
异常处理机制和相关制度的建设是保障;
运用精益工具和方法可以解决现场问题;
全员参与的持续改善。
4.3 约束理论
约束资源识别技术;
瓶颈驱动式生产计划法-DBR;
ECRS
原则。
识别约束资源;
使约束资源产能最大化;
非约束资源的安排服从于约束资源的需要;
提高约束资源的能力;
进行下一轮的循环。
5.工艺管理能力
5.1 成组技术
工艺成组:对相似加工工艺路线进行归类成组化处理;
原材料成组:产品加工使用的棒料、板材、管料等原材料进行归类成组化处理;
工装成组:加工、检测、计量、装配过程使用工艺装备进行成组化处理。包括:工具、刀具、量具、模具、夹具、样板、仪器、仪表等;
设备成组:对加工过程中使用机床、辅助设备、实验设备、非标设备等进行成组化处理;
数控程序成组:针对同类材料、同种结构形态、同种装夹方式要求下的数控加工,从数控刀具、走刀路线,切削加工参数等方面考虑进行成组化分类处理。
工艺成组化实施由工艺技术管理部门牵头组织,从宏观上按产品/零部件结构、材料及工艺相似性进行梳理分类,划分零件家族并进行工艺分工;
各分厂技术管理部门及生产现场管理人员针对具体零件加工工艺流程、数控加工程序、工具工装、加工方法和参数开展工艺成组化活动;
建立成组化工艺编码管理知识库,在后续工艺资料编制和使用中进行调用并不断地修正和完善。
5.2 工艺标准化
工艺方案标准化;
工艺参数标准化;
工艺装备标准化;
工艺文件标准化。
制定工艺操作方法标准;
制定工序间加工余量标准;
制定工艺装备标准;
制定工艺管理标准。
5.3 工艺精益化
pFMEA
;
防错;
QC
工具;
标准作业指导书;
快速换型。
设定改进指标和目标;
按工艺流程绘制零件的当前工艺路线图;
收集加工信息;
识别改善机会;
制定改善措施;
措施验证;
修订工艺规程/指令;
成果推广。
5.4 关键过程控制
关键过程的识别和确认;
关键过程控制方法。
关键重要特性认定;
识别关键工序;
确定实施方案;
关键工序过程控制;
过程执行与控制。
5.5 工艺现场管理
泛在感知技术;
自主决策技术;
数据实时分析技术。
工艺纪律检查:工艺主管部门每年制定工艺纪律检查计划,明确工艺纪律检查的主要内容,组织进行工艺纪律检查。根据检查结果,发出检查通报,对重大技术质量问题发出纠正措施指令,限期整改;
现场工艺指导:在生产过程中,分厂工艺人员应指导工人按照工艺要求进行操作;
生产过程跟踪:工艺技术部门和各生产单位的工艺技术人员应按要求跟踪现场生产过程,及时发现并汇总各类问题,同时结合外部反馈的质量信息,提出改进需求;
现场技术问题协调处理:通过生产现场问题快速响应机制反馈出的现场工艺技术问题,主管工艺人员立即组织对问题予以解决。当不能快速解决时,应立即反馈,并取得上级工艺管理者的技术支持;
改进点识别:针对生产过程中的工艺技术问题、质量问题、效率、成本、生产资源调整等方面提出改进需求,识别改进点。
6.执行与控制能力
6.1 可视化
现场标识(6S):工具形迹标识,定量标识,安全标识;
按灯系统:为使加工过程中的问题及时响应,增强现场问题处理需求的紧迫感,应安装按灯系统,使工人无需离开工位,即可将造成生产停滞的各类问题浮现,并快速将信息传递至支持团队;
工位可视化管理板:工位可视化管理板主要用于张贴工位的每日派工计划信息,并及时在板面反应进度情况;
单元/班组自主管理板:单元/班组自主管理板主要用于张贴班组基本信息、浮现班组每日生产动态、影响生产的各类问题和绩效指标差距,促进班组自主管理和改进,同时增强班组人员责任感;
分厂/工段可视化管理板。
控制点及控制计划确定;
可视化方案设计;
制作可视化载体;
可视化载体试运行;
可视化载体实施运行。
6.2 按灯
异常信息接收;
异常状态报警;
异常问题分析与预测技术。
在现有信息化集成平台中,对MES软件进行按灯系统功能模块开发;
直接购买已有的成熟按灯软件,与现有的信息化软件(MES、DNC等)集成。
6.3 根本原因分析
DIVE
;
5WHY
分析法;
鱼骨图;
根本原因测试。
确定问题;
画鱼骨图;
影响力分析;
5
个“为什么”分析;
收集数据分析;
根本原因测试;
控制。
6.4 分层例会
5WHY
分析法;
不同组织业态下的分层例会流程技术;









