
上次跟大家谈论了《
AOI检测基本原理与设备构成
》,今天来讲下市场主流AOI检测技术差异与技术展望。
三,
市场
主流
A
OI
检测技术差异
比较:
图像采集系统主要有面扫描CMOS结合LED光源与线扫描CCD结合金属滤光片卤素灯两种技术。
由于图像传感器的设计原理不同,与传统的 线扫描CCD不同,CMOS面扫描图像传感器数据传输速度更快,单位时间内完成的数据采集量更多,同时,搭配高效率,长寿命和均匀性好的LED光源,满足了CMOS图像传感器快速移动时积累电荷的需求,降低了平台移动精度的需求,所以,更符合目前显示行业生产节拍(TACT time)越来越快的需求。
在满足TACT time的需求的同时,同一次扫描中可以实现多种光源的连续切换使用,为缺陷判定提供了更丰富的数据信息,提高了检出的准确性,硬件设计方面,以色列奥宝科技将面扫描CMOS图像传感器与高稳定性LED光源进行了高度集成。
模组化的设计让安装调试更便捷,光学校正更快,因易于维护和诊断得到了业内的广泛认可。
宏观缺陷是缺陷检查的重要组成部分,这些缺陷的形成原因主要是设备设计不合理,成膜均匀性或工艺不良所导致,表现为缺陷的灰阶值缓慢变化且面积比较大,因微观检查的短周期灰阶值比较无明显变化,所以,一般宏观检测多为人眼利用光学干涉原理做出判定。
但是,这样的检查无法给出位置坐标且具有主观性。
近年来,微观检查同时进行自动宏观检查成为设备开发的主流概念,与微观检查同时进行,不需要额外的扫描动作和检查机,更符合工厂高速检查与设备集成的需求。
但同一系统中宏观检查的光学设计与调整有很大的局限性,一般采用单一光源结合偏光技术,单一光源结合彩膜技术,但传统线扫描图像传感器的宏观缺陷检查效果一直都是技术难点。
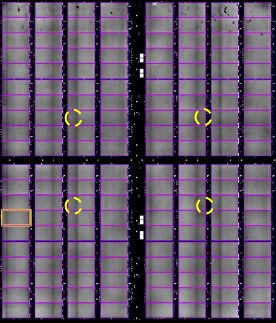
以色列奥宝科技因扫描中可以切换使用多种光源,将多种光源微观检查MMI(multi-modality inspection)数据进行图像处理技术后输出DM(Digital image)很好的解决了这个问题,如下图黄色区域所示,利用MMI+DM宏观mura分析技术可以有效检出设备pin造成的mura缺陷。
缺陷在生产中不可避免,提高检查缺陷能力的同时,能够发现并总结出缺陷中的关键缺陷(Killer defect)的位置和种类信息,为工艺有针对性的改善提供帮助成为现代AOI检测技术的另一个重要需求。
因为缺陷所处的位置或材料种类不同,单一光源所能获得的信息非常有限,左右了判定的准确性。
奥宝科技开发的多种光学检查系统MMD (multi-modality detection),有效地提升了检出与分类能力。
针对金属布线缺陷多为残留和断线的检出,奥宝科技设计了气体浮动玻璃传输平台,克服了传统chuck机台不能使用背光源的缺点,如下图所示,导入了背光检测光源后大大提高了短线缺陷的判定准确率,同时,奥宝也积极开发不同LED光源的混光和特殊波长LED光源使用技术,较白光结合彩膜滤光技术相比优势明显,保证了缺陷检出的准确性。
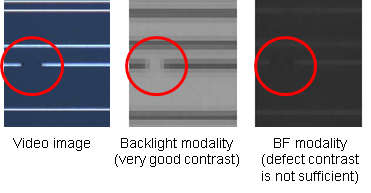
Table:
奥宝与传统AOI技术之间比较
|
奥宝AOI
|
传统AOI
|
|
光敏二极管
|
CMOS面扫描相机
|
CCD 线扫描相机
|
|
光源
|
LED 光源
|
金属卤素灯
|
|
光源种类
|
自由组合/多样
|
彩膜滤光/单一
|
|
工作平台
|
气体浮动
|
Chuck方式
|
|
对位方式
|
多种方式
|
需要对位Mark
|
|
扫面节拍
|
短
|
长
|
|
模板对比
|
三维比较
|
一维比较
|
|
图像检测
|
多光源
|
单光源
|
|
缺陷分类
|
好
|
差
|
|
Mura 检出
|
MMI+DM/好
|
Single/差
|
四,AOI技术展望
最后,AOI的发展正在向多维度成像, 彩色成像 和人工智能方面发展。
换个说法结合大数据和智能技术,未来的AOI检测不仅仅是用于平面物体的检测,还会具备测量功能,利用三维成像做到几何物体的量测,测距,通过彩色检测做到更准确无误的判断和识别,并且通过检测,认知的循环学习达到检测,判定,分类和修复的能力。
与此同时,高速的生产节拍要求和以上新功能都将导致AOI检测数据处理量的激增,高速图像数据处理与软件开发必将成为自动光学检测的核心技术。
由于自动光学检测是以图像传感器获取检测信息,如何提高在线处理速度,如何分割数据包并在系统上采用分布式计算机集群,把巨大的图像分时、分块分割成小块数据流,分散到集群系统各节点处理。
对于耗时复杂的算法,有时仅靠计算机CPU很难满足时间要求,这时还需配备硬件处理技术,如采用DSP、GPU和FPGA等硬件处理模块,与CPU协同工作,实现快速复杂的计算都是即将面临的技术问题。
参考文献:
【
1
】自动光学
(
视觉
)
检测技术及其在缺陷检测中的应用综述。
卢荣胜 ,
吴昂
,
张腾达
,
王永红 光学学报
2018
年
08
期
【
2
】
www.baslerweb.com
【
3
】
https://ndt.hamamatsu.com/eu/en/image_devices/tdi_line_scan_cameras.html
【
4
】
http://www.teledynedalsa.com/en/learn/knowledge-center/tdi-primer/
【
5
】 数字工业相机中
CMOS
传感器的最新发展 雷晓峰,李烨,传感器世界,
2017 Vol.23 Page 6-10
【
6
】
CCD
和
CMOS
图像传感器性能比较, 黄美玲, 张伯珩, 边川平, 李露瑶,达选福,科学技术与工程,
2007
,
Vol 7
,
No2
,
Page 1671-1815
【
7
】
机器视觉照明光源关键技术研究
,
李俊, 天津理工大学
, 2006,
硕士论文
【
8
】
基于线阵扫描的自动光学检测系统关键技术研究
,
陈镇龙
,
电子科技大学
, 2013,
博士论文
【
9
】自动光学检测仪的图像采集处理系统的研究
,
魏建英, 电子科技大学,
2009
, 硕士论文
【
10
】自动光学检测系统中图像处理技术研究
,
王雁玲
,
天津大学
, 2009,
硕士论文
【
11
】
基于计算机视觉的自动光学检测关键技术与应用研究
,谢飞,
南京大学,
2013
,博士论文









