
油封(英文名:oil seal)是用来封油(油是传动系统中最常见的润滑介质)的机械元件,它将机器设备中需要润滑的部件与传动部件隔离,不至于让润滑油渗漏。从油封的密封作用、特点、结构类型、工作状态和密封机理等可以分成多种形式和不同叫法,但习惯上一般将旋转轴唇形密封圈叫油封。
油封的代表形式是TC油封,这是一种橡胶完全包覆的带自紧弹簧的双唇油封,一般说的油封常指这种TC骨架油封。
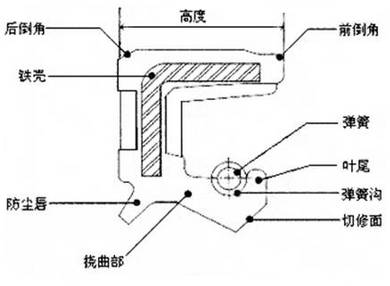
·骨架油封示意图
油封的常用材料有:丁腈橡胶,氟橡胶,硅橡胶,丙烯酸酯橡胶,聚氨酯,聚四氟乙烯等。选择油封的材料时,必须考虑材料对工作介质的相容性、对工作温度范围的适应性和唇缘对旋转轴高速旋转时的跟随能力。一般油封工作时其唇缘的温度高于工作介质温度20~50℃,在选择油封材料时应予注意。油封的工作范围与油封使用的材料有关,例如丁晴橡胶(NBR)为-40~120℃,氟橡胶(FPM)为-25~300℃。
油封的用途相当广泛,以发动机为例,列举部分油封。
曲轴前、后油封;气门油封 ;分电器油封;水泵油封;平衡轴油封;机油泵油封;凸轮轴油封;变速器前,后油封;换档杆油封;分动器前、后油封;后桥半轴油封;差速器(前)后角矢油封 后;轮油封;方向机油封;方向助力器油封 。
总之,凡是运转体箱内有液体润滑油而又与外部相连接的部位都需要油封。有些是橡胶的,有些是金属的,多数是钢骨橡胶的,如曲轴后油封,变速箱前后油封,左右半轴油封,主减速器前油封,空压机曲轴油封等油封的安装
1、 轴的表面粗糙度按GB1801规定与油封接触的轴表面,应使用磨削法加工至表面粗糙度Ra0.2~0.63um , Rmax=0.8~2.5um。
2、 轴的直径公差按GB1801规定不得超过h11。
3、 倒角宽度按GB13871-92要求。
4、 表面硬度:轴的材质用碳素钢和合金钢为宜,推荐的硬度为HRC45以上,当介质较脏有来自外界的污染杂质或轴的线速度≥12m/s时,轴的表面硬度应为HRC50~60,淬火层深度应≥0.3mm。
5、 轴倒角30度(最大),倒角上不应有毛刺、尖角、及螺旋加工痕迹,倒角面的粗糙度Ra≦3.2um,热处理碳化层必须抛光清除。
特别注意:
(1)轴的表面粗糙度过高,油封唇口易磨损及渗漏油。
(2)倒角处的毛刺、尖角及螺旋加工痕迹容易划伤油封唇口造成油封初期密封失效。
(3)避免或减少轴的损伤、砂眼、安装偏心及径向跳动等缺陷。

1、 孔径的表面粗糙度按GB1301规定: 外包胶Ra3.2~6.3um,外露骨架Ra0.8~3.2um。
2、 孔径公差按GB1801的规定不得超过H8
3、 倒角长度按GB13871-92,座孔倒角最小15度,最大25度,倒角面的粗糙度要求与轴径相同。
特别注意:
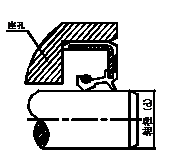
孔径倒角角度大于45度或无倒角,容易对油封造成啃伤或划伤引起油封外径及装配倾斜和油封骨架变形等,易使油封装机早期发生渗油或漏油。
安装前检查油封,若油封清洁并完好无损,再把油封压入,单向回流线的油封安装时一定要让油封上标识的箭头方向与轴的旋转方向一致,切勿装反。
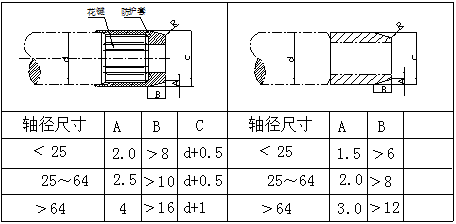
1、 油封通过带有花键、键槽或孔的轴时应采用弹头式保护工装。
2、 弹头式工装表面粗糙度Ra max不超过3.2um,不允许有碰划痕毛刺等。
3、 油封的外径、主唇口装配时必须涂一层润滑剂。
4、油封装配中应使用均匀的速度和压力,以防弹簧脱落。
(1)推荐的油封安装工装及方法
1、 油封的安装可以与壳体孔径前端平齐,也可以靠近壳体孔径低断面。
2、 安装定位的基准面都应是机械加工的表面,未经加工的基准面不能使用。
3、 油封外径装配时应涂一层润滑油。
4、 采用液压或气动匀速压装油封。
注意:油封装配面与壳体基准面平齐,保证装轴后与轴心的安装垂直度,使油封唇口在轴面上成线接触带,达到良好密封效果。
(2)无油封工装安装
1、 油封外径装配时涂一层适宜的润滑油
2、 敲装油封用力应均匀,不倾斜。
3、 检查油封装入后与壳体基准面平齐。
检查油封弹簧不得脱落。
常见错误:
a、 锤子直接敲击油封。
b、 未有基准面强行装配油封。
c、 油封工装不合理。
.png")
导致后果:
a、 油封出现变形。
b、 油封外径和防尘唇啃、划伤
c、 油封与骨架脱胶。
d、 油封弹簧脱落。
e、 油封主唇口变形。
(有个人观点,请在页面底部留言评论)












