一、工艺基础—概念
1、工艺
即加工产品的方法(手段、过程)。是利用生产工具对原材料、毛坯、半成品进行加工,改变其几何形状、外形尺寸、表面状态和内部组织的方法。
2、工艺规程
规定产品或零部件制造工艺过程和操作方法等工艺规定(文件)。
3、工艺文件
指导工人操作和用于生产、工艺管理的各种技术文件。是企业组织生产、计划生产和进行核算的重要技术参数。
4、工艺参数
为达到加工产品预期的技术指标,工艺过程中选用和控制的有关量,如电流、电极压力压等。
5、工艺装备
产品制造过程中所用的各种工具的总称。包括刀具、夹具、模具、量具、检具、辅具、钳工工具和工位器具等。
6、工艺卡片(或作业指导书)
按产品的零、的某一工艺阶段编制的一种工艺文件。他以工序为单元,详细说明产品(或零、部件)在某一工艺阶段的工序号、工序名称、工序内容、工艺参数、操作要求以及采用的设备和工艺装备。包括冲压工艺卡片、焊接工艺卡片、油漆工艺卡片、装配工序卡片。
7、物料清单(BOM)
用数据格式来描述产品结构的文件。
8、外协件明细表
填写产品中所有外协件的图号、名称和加工内容等的一种工艺文件。
9、外购工具明细表
填写产品在生产过程中所需购买的全部刀具、量具等的名称、规格与精度等的一种工艺文件。
10、材料消耗工艺定额明细表
填写产品每个零件在制造过程所需消耗的各种材料的名称、牌号、规格、重量等的一种工艺文件。
11、材料消耗工艺定额汇总表
将“材料消耗工艺定额明细表”中的各种材料按单台产品汇总填列的一种工艺文件。
12零部件转移卡
填写各装配工序零、部件图号(代号)名称规格等的一种工艺。
二、工艺基础—管理
1、工艺管理内容包括:
产品工艺工作程序、产品结构工艺性审查的方式和程序、工艺方案设计、工艺规程设计、工艺定额编制、工艺文件标准化审查、工艺文件的修改、工艺验证、生产现场工艺管理、工艺纪律管理、工艺标准化、工艺装备编号方法、工艺装备设计与验证管理程序、工装的使用与维护、工艺规程格式、管理用工艺文件格式、专用工艺装备设计图样及设计文件格式。
2、工艺设计过程
策划(产品定义)-产品设计和开发(产品数据)-过程设计和开发-产品与过程确认-生产-(持续改进)。
三、车身制造四大工艺定义及特点
在汽车制造业中,冲压、焊装、涂装、总装合为四大核心技术(即四大工艺)。
1、冲压工艺
冲压是所有工序的第一步。先是把钢板在切割机上切割出合适的大小,这个时候一般只进行冲孔、切边之类的动作,然后进入真正的冲压成形工序。每一个工件都有一个模具,只要把各种各样的模具装到冲压机床上就可以冲出各种各样的工件,模具的作用是非常大的,模具的质量直接决定着工件的质量。
a、冲压工艺的特点及冲压工序的分类
冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得一定形状、尺寸和性能的零件(冲压件)。冲压工序按加工性质的不同,可以分为两大类型:分离工序和成形工序。
b、冲压工序可分为四个基本工序:
冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压成形工序(包括翻边、胀形、校平和整形工序等)。
c、几种汽车覆盖件的冲压工艺
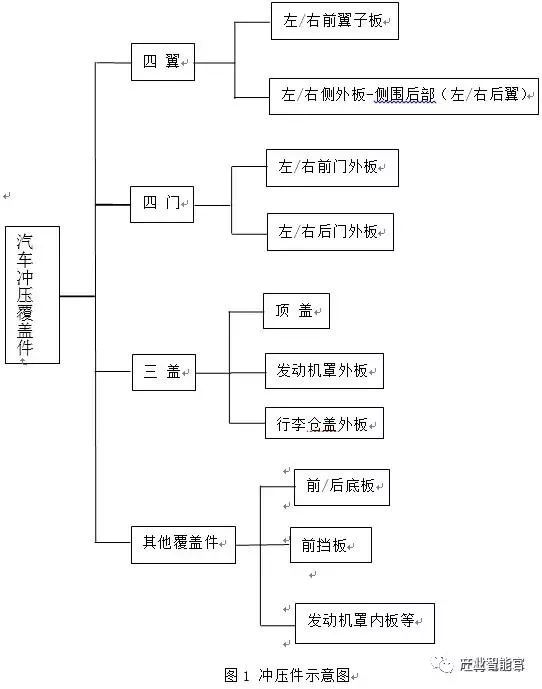
汽车覆盖件的冲压工艺,通常都是由拉深、修边冲孔、翻边整三个基本工序组成;有的还需要落料或冲孔,有的需要多次修边、冲孔或翻边,有的工序还可以合并。因此,对于一个具体的汽车覆盖件来说,要确定其冲压工艺,就必须具体地分析该零件的形状、结构、材料和技术要求,结合生产批量(纲领)和生产设备条件,才能最后确定。
1、焊装工艺
冲压好的车身板件局部加热或同时加热、加压而接合在一起形成车身总成。在汽车车身制造中应用最广的是点焊,焊接的好坏直接影响了车身的强度。
汽车车身是由薄板构成的结构件,冲压成形后的板料通过装配和焊接形成车身壳体(白车身),所以装焊是车身成形的关键。装焊工艺是车身制造工艺的主要部分。
汽车车身壳体是一个复杂的结构件,它是由百余种、甚至数百种(例如轿车)薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
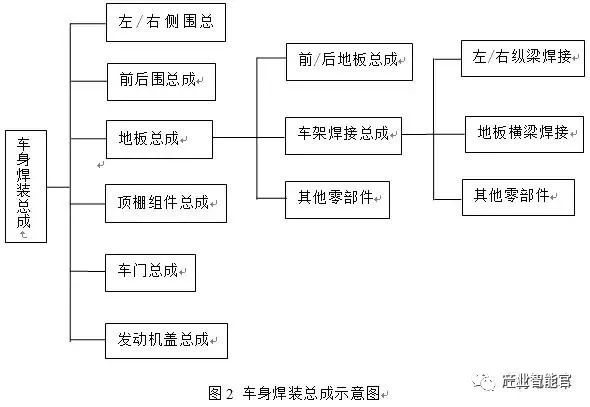
车身焊装总成如下所示:
3、涂装工艺
涂装有两个重要作用,第一车防腐蚀,第二增加美观。涂装工艺过程比较复杂,技术要求比较高。主要有以下工序:漆前预处理和底漆、喷漆工艺、烘干工艺等,整个过程需要大量的化学试剂处理和精细的工艺参数控制,对油漆材料以及各项加工设备的要求都很高,因此涂装工艺一般都是各公司的技术秘密。
a、概述
汽车车身的涂装质量要求最高,要长期在各种气候条件下使用而不发生漆膜劣化和锈蚀,还要能维持其光泽、色彩和美观。典型的轿车车身涂装工艺是电泳底漆、中涂、面漆3C3B(3Coat3Bake)体系。在电泳底漆与中涂之间有焊缝密封和底板防护涂层的喷涂,以保证车身的密封、降噪声和防锈,面漆后涂内腔防锈蜡。
表面涂层属于一级装饰精度,具有美丽的外观,光亮如镜或光滑的表面,无细微的杂质、擦伤、裂纹、起皱、起泡及肉眼可见的缺陷,并应有足够的机械强度。底面涂层属于优良保护层,应有优良的防锈性和防腐蚀性,很强的附着力;局部或全部刮涂附着力好、机械强度高的腻子,使用数年也不会出现锈蚀或脱落等现象。
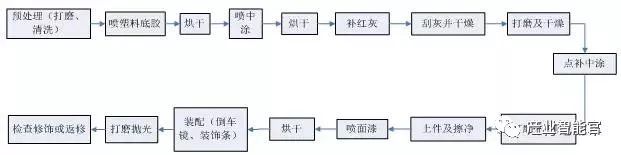
b、涂装工艺流程
汽车塑料件涂装工艺流程:
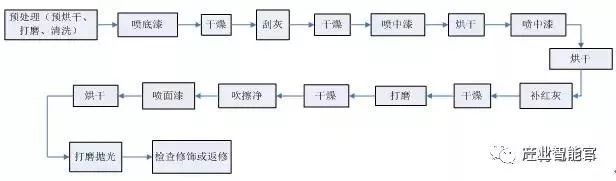
汽车玻璃钢件涂装工艺流程:
3、总装工艺
总装就是将车身、发动机、变速器、仪表板、车灯、车门等构成整辆车的各零件装配起来生产出整车的过程。
a、汽车装配概念及其特点
汽车装配是汽车全部制造工艺过程的最终环节,是把经检验合格的数以千万计的各类零件,按规定的精度标准和技术要求组合成分总成、总成、整车,并经严格检测程序,确认其是否合格的整个工艺过程。汽车产品要求有好的动力性、经济性和耐久性,以实现在各种复杂环境中的运载功能,现代汽车产品更要求安全可靠、造型美观、乘坐舒适并满足环保要求。这些要求,最终是通过装配工艺来保证的。若装配不当,以昂贵的代价制造出的合格零件,不一定能装出合格的汽车。因此装配是保证产品质量的重要环节。汽车装配特点是零件种类多,数量大,作业内容复杂。装配零部件除发动机、传动系、车身、悬架、车轮、转向系、制动系、空调系等之外,还有大量内外饰件、电器、线束、软管、硬管、玻璃、各类油液加注等。汽车总装工作量约占全部制造工作量的20%~25%,其操作内容包括过盈配合、焊接、铆接、镶嵌、配管、配线、螺纹连接、各类油液加注等。
b、装配方法
1、螺纹联接法
螺钉、螺栓联接是机械装配的基本方法,它约占汽车装配作业工作量31%,个别部位的螺纹联接采用手动扳手,较普遍的是采用风动扳手或电动扳手以及电动螺丝刀等。
2、粘接法
需粘接的零部件,内饰件一般有衬垫、隔音材料、车门内装饰护板,外饰件一般有挡风玻璃、车灯、标志等。粘接方法:小件预先在车身上涂粘接剂,大件则在需要装在零件上直接涂粘接剂。
3、充注法
是指装配时发动机机油、变速器齿轮油、散热器冷却液、制动液、动力转向液压油、空调制冷剂、挡风玻璃洗涤液、燃油等各种液体的方法。
c、装配设备
1、地面输送机(浅托链)
2、高架空中悬挂式输送机
3、板式输送链
d、汽车总装工艺流程
客车底盘总装焊装生产工艺流程
一、客车制造工艺概述
客车制造工艺特点
客车制造的主要工艺技术
二、客车制造工艺流程
常见工艺流程简介
我公司主要生产线、工艺流程及其概况
客车制造工艺概述
客车制造从原材料和外购件的投入至整车装配检测完毕,其过程经过多条生产线,采用多级综合工艺,生产方式是流水线生产和批量生产混在一起,而主要生产线的生产方式为流水线生产方式,生产形态是连续性生产
客车制造工艺的特点
Ø客车的特点:多品种、小批量、大尺寸、装配工作量大。
Ø我公司客车产品覆盖从6米到13米,目前在用约1700多个车型代码
Ø小型客车工艺形式及方法:车身壳体主要由车身覆盖件和构件等冲压件构成,其制造工艺与乘用车相近。
Ø中型、大型客车工艺形式及方法:车身有车身骨架,且车身尺寸大、品种多、生产纲领小,其制造工艺与乘用车有着明显的不同,多采用典型的混合流水线生产方式。为了与此生产方式相适应,从工艺布置、工位设置、作业安排到设备选型、生产管理等,形成了客车制造的工艺特点。
Ø工艺路线布置特点:
1.由客车主要生产线构成的工艺路线多采用回转式布置,其主要特点是工艺路线便捷,工艺传递方便,主要生产线之间产品流动通畅,有利于生产进度控制和现场管理。在主要生产线衔接处设置缓冲工位,以控制生产节拍。设置后备工位,对于有特殊要求、作业量较大的产品,移到后备工位进行制作,保证生产线平稳运行。工位布置特点:客车生产线的工位面积大、工位数少、工位作业量大、作业内容繁杂、作业时间不均衡。所以对作业量大的瓶颈工位设置了必要的辅助工位,并通过设置辅助生产线,适当分组装配,减少生产线上的总装配量,提高生产线对多品种混合生产的适应性,以稳定流水线生产。
2. 一些生产规模较大的客车企业为了提高生产能力,适应客车品种多、批量小的生产特点,多采用设置两条并行的车身焊装线和两条并行的车身装配线与一条车身涂装线相衔接的方式,焊装线、装配线的工位采用串联式布置,整体浸渍磷化和浸漆、电泳底漆生产线工位采用串联式布置;涂装线其他工位采用并列式布置。由于主要生产线位于不同的厂房内,能更好地满足环境保护和安全性要求。
-
3.一些生产规模较大的客车企业为了提高生产能力,适应客车品种多、批量小的生产特点,多采用设置两条并行的车身焊装线和两条并行的车身装配线与一条车身涂装线相衔接的方式,焊装线、装配线的工位采用串联式布置,整体浸渍磷化和浸漆、电泳底漆生产线工位采用串联式布置;涂装线其他工位采用并列式布置。由于主要生产线位于不同的厂房内,能更好地满足环境保护和安全性要求。
客车制造工艺的特点
客车因其车身尺寸大,形成了如侧围蒙皮张拉工艺、顶盖两侧蒙皮辊压成型工艺、车身骨架联装组焊等特点显著的工艺形式。
客车制造主要工艺技术
基本工艺:冲压、焊接、喷涂和装配工艺是客车制造的四种基本工艺。这四种基本工艺在客车车身制造中的具体应用,形成了车身骨架制造、车身蒙皮制造、车身构件冲压成型、车身焊装、金属构件磷化和车身喷涂、底盘和车身装配,以及整车性能调试检测等客车制造工艺。
主要设备:在客车车身生产中所使用的主要设备有下料设备、冲压设备、焊接设备、磷化设备、喷涂设备以及转运设备等;
主要工艺装备:工艺装备主要有冲压模具、骨架焊装胎具、前后风窗框组焊胎具、各种工作台以及检验样板等。
冲压:小型客车车身的构件、覆盖件等零部件大部分是冲压件,大客车车身的板弯件、部分车身外蒙皮、司机门门体、乘客门门体、保险杠等零部件也是冲压件。因此冲压工艺是车身零部件的主要生产工艺。车身冲压零件的尺寸精度和表面质量是保证车身质量的基础,只有稳定的冲压件质量才能保证生产出合格的车身总成。板材、模具和冲压设备是冲压生产的三大要素。
焊装:客车车身骨架采用CO2气体保护焊,在焊接胎具上组焊而成。其制造过程包括矩形管下料、矩形管弯曲成型、车身骨架五大片(前围、后围、左侧围、右侧围和顶盖骨架)的组焊和车身骨架联装组焊等。骨架构件在五大片焊接胎具上定位、夹紧并组焊,形成五大片车身骨架。五大片焊接胎具一般由底架、胎具本体和定位夹紧装置等部件组成,可以保证骨架组焊精度要求。车身骨架的五大片与车身底架或车架在骨架联装组焊胎具上完成整车车身骨架的组焊。利用组装胎组焊整车车身骨架,组焊精底高,质量好。因此骨架联装组焊胎具是车身骨架制造工艺中的关键设备。
车身焊装工艺:是在车身焊装线上进行的多种作业方法的总称。对于小型车车身,冲压成型的构件和覆盖件通过焊装而形成车身总成(又称之白皮车身),焊装是车身成型的关键。车身焊装工艺将车身零部件焊装为合件,再将若干合件和零部件焊装为分总成,最后将分总成、合件、零件装焊成白车身。在车身焊装过程中,通常使用专用的装焊胎具将其零件进行定位、夹紧,装焊胎具和焊接设备是焊装的主要工装设备。对于大型客车,在车身焊装线上的各工位依次完成车身骨架联装组焊、侧围蒙皮张拉、前后围蒙皮组焊、各种门体以及前后保险杠的安装等作业。车身焊装质量不但影响车的外观质量,也影响车身装配件的装配质量。
磷化处理工艺:能有效提高车身金属构件的耐腐蚀能力和车身的使用寿命,金属表面的磷化处理方法一般采用喷射法和浸渍法。喷射法是指磷化液借助喷嘴以一定的压力喷向构件表面来实现磷化处理的方法,适用于大型的连续生产的构件。对于复杂的金属构件,采用浸渍法更好,其生成的磷化膜致密平滑。客车车身采用的磷化处理方法有金属构件的浸渍法磷化、车身总成(白皮车身)整体浸渍法和车身总成喷射法磷化三种。磷化处理工艺包括金属表面在涂装前的除油、除锈和磷化处理,也称为涂装前金属表面处理。金属表面磷化处理后应立即涂装防锈底漆。
涂装工艺:是对客车零、部件和车身表面处理的工艺。客车对装饰性、耐候性、耐腐蚀性要求很高,车身涂层具有保护功能和装饰功能。
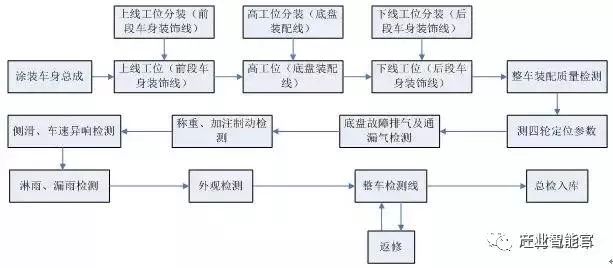
装配工艺:就是把零部件按照整车工艺流程的需要进行装配,是保证整车品质的最终关口。总装配工艺(包括整车的检测调试)是客车生产中的最后一道工序,汽车检测线是企业对出厂客车的装配质量、技术性能和安全性能进行检测的质量保证措施和主要手段。
客车制造工艺流程
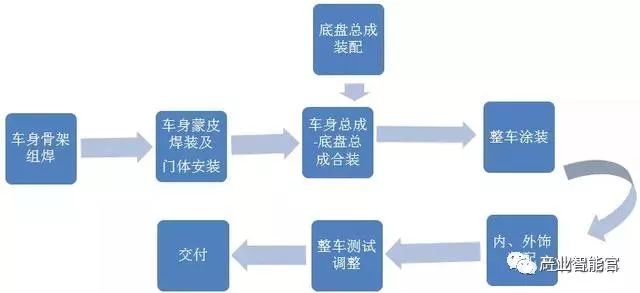
客车制造的主要生产线采用流水线作业方式。各客车制造厂因其生产规模、生产条件和生产车型的不同,所采取的工艺流程亦有所不同,常见的工艺流程可归纳为三类。
1、脱壳式
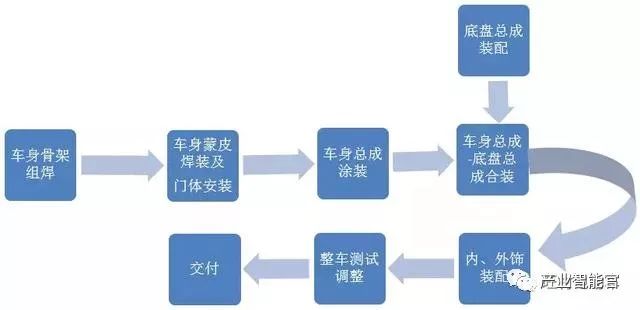
2、扣合式
我公司生产线、工艺流程概况
一、部件准备车间,主要完成车身及底盘零部件自制件的加工。按工作内容主要可分为:剪折工位、钳工工位、焊接工位、等离子工位、备料工位、浸漆工位。
矩形管下料,重点控制的是下料尺寸、角度。其下料的准确程度关系到小总成乃至车身总成的尺寸准确程度。下料设备一般采用带式锯床、盘式锯床、弓式锯床、冲床等。
零部件公司:自制车架,后期计划。
二、底盘装配车间,主要工作是将各个零部件进行组装,最终装配成能够独立行走的三类底盘,目前单班产约10台客车底盘,共分13个装配工位,底盘装配通过地板链进行输送。
1、翻转工位:拥有底盘翻转设备,可以实现底盘的翻转。
2、支架工位:主要装配转向系统及打车辆的唯一身份识别号码——VIN码。
3、吊装工位:主要工作内容是将分装好的发动机带变速箱总成通过行车吊装到车架上。
4、底盘调试:底盘调试即对下线的底盘的各个系统进行调整,加油,加防冻液,启动发动机。最终要求是底盘能达到独立行走状态。

三、焊装车间主要工作内容是进行车身骨架、封板的焊装以及车身与底盘的扣合,目前单班最高产能为73台(18+18+20+15+2)。共分大巴、公交、中巴、三条焊装线,每条生产线18个装配工位。以及大型车事业部和豪华车事业部。
1、顶盖低位作业工位:中顶蒙皮、侧顶蒙皮采用低位作业的方法,不仅降低了员工劳动强度,大大提高了操作的安全性,而且也便于控制顶蒙皮的焊接、制作质量,缩短了顶蒙皮焊接、空调进/回风口以及天窗口的制作工时。
2、总拼工位:采用我司独立研发的总拼工装,通过限位块的快速翻转能实现多种大巴、中巴车型的车身总拼工作,满足了柔性化生产的需要。每台车身的总拼,都严格按工艺要求操作,对于车身的关键尺寸,除了工装上加以保证外,现场员工每台车都要进行测量、记录,保证车身的总体尺寸在可控的范围内。
3、侧蒙皮安装工位:采用液压拉伸机张拉蒙皮。与传统的手工张拉机相比,不仅省时、省力,而且也解决了手工张拉在拉紧蒙皮的同时极易造成骨架变形的问题,蒙皮张拉后的平整度有了较大提高。另外,液压拉伸机还能根据车型的不同,自动调整夹具的高度、长度、宽度方向的位置,满足了多品种、柔性化生产的要求。
4、车身扣合工位:严格控制车身相对底盘的位置,进行多点、多维度的测量并记录,保证车身与底盘的相对位置偏差控制在5mm范围内。
非电泳工艺流程:1顶盖低位作业— 2总拼工位— 3校正工位—4二层骨架工位—5侧蒙皮工位— 6顶盖补焊工位—7乘客区封板工位—8驾驶区封板工位—9侧仓门安装工位—10车身扣合— 11仓骨架—12仓封板— 13底盘件安装—14乘客门、保险杠工位— 15打磨— 16修整— 17交检
电泳后工艺流程:1顶盖低位作业—2总拼工位—3校正工位—4二层骨架工位—5侧蒙皮工位—6顶盖补焊工位—7乘客区封板工位—8驾驶区封板工位—9行李仓骨架、踏步骨架工位—10行李仓封板、踏步封板工位—11侧仓门安装工位、乘客门、保险杠工位—12打磨、修整—车身电泳(后台阶隔音棉、仓门气弹簧、打胶、工艺撑杆拆除)—13扣车身、底盘防护工位—14行李仓骨架补焊工位—15仓封板补焊工位—16底盘件、前后保— 17下线修整—18交检










