 来源丨广发证券发展研究中心机械/电新小组
来源丨广发证券发展研究中心机械/电新小组
机械丨罗立波 刘芷君 代川 王珂 周静
电新丨陈子坤 华鹏伟 王理廷 纪成炜 张秀俊 李蒙
引言
18年伊始新版补贴政策公布,对电池能量密度提出更高要求;科技部动力电池专项研究取得了实质性突破,宁德时代、力神、国轩三巨头皆选择采用软包路线;璞泰来近日公告拟收购软包自动化设备企业超业精密。
三起事件揭示行业深层次变化正在发生。
软包技术作为电池轻量化高能化的重要手段,有望在新扩产能中持续提高渗透率,
从而实现高于行业扩产规模的投资增速。
软包电池与方形电池的工艺差异带来对中后段高端叠片设备和注液、封装等设备的需求升级。新增市场由于空间广阔,具备一定软包技术基础的锂电设备公司有望加速布局。详情参考报告正文。
1.1 三种形态各有优劣,软包电池能量密度突出
目前动力锂电池依据封装形式差异可分为三类形态:圆柱、方形和软包,其中圆柱和方形也统称为硬壳电池。三种动力锂电池的内部构成要素区别不大,核心差异在于圆柱和方形电池主要采用金属材料作为外壳,而软包锂电池采用铝塑膜作为封装外壳。
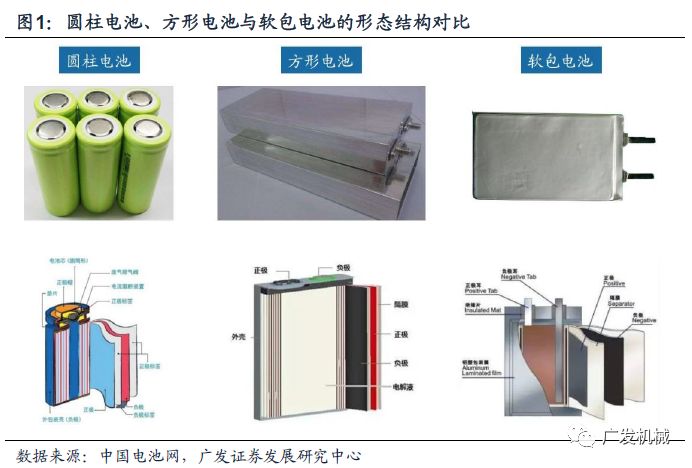
由于特定的包装材料与结构不同,三种电池各在技术性能方面有所差异,各自具备一定的优劣势。
圆柱电池:
生产工艺成熟,产品良率高。
受益于成熟的工艺,圆柱锂电池PACK成本较低,电池产品良率较高;且散热性能优于方型电池;圆柱形电池可依据具体需求而进行多种形态组合,便于新能源汽车使用空间的充分布局。当下中、日、韩、美等都有成熟的圆柱电池生产企业,比如SANYO、SONY、万向A123等。但是圆柱电池通常是选用金属钢壳或铝壳封装,重量较大,导致电池组比能量相对较低。
方形电池:
型号众多,工艺统一难。
方形硬壳电池壳体多为铝合金、不锈钢等材料,内部采用卷绕式或叠片式工艺,对电芯的保护作用优于于铝塑膜电池(即软包电池),电芯安全性相对圆柱型电池也有了较大改善。目前,生产方形电池的企业主要有宁德时代、国轩高科、三星SDI、力神等。但是由于方形电池通常是根据产品要求的尺寸定制化生产,造成目前市场上方形电池型号众多,工艺很难统一,对于需要多只串、并联使用的新能源汽车动力锂电池,因此选用标准化生产的圆柱锂电池在生产工艺更有保证,在安全性方面更有优势,同时替换性较强。
软包电池:
指以铝塑膜为外壳的锂电池,在3C领域渗透率已经超过60%,并逐步扩展至新能源汽车行业。
与硬壳电池相比,软包电池具有设计灵活、重量轻、内阻小、不易爆炸、循环次数多、能量密度高等特点。软包电池随着智能手机和平板电脑的普及得到快速发展,因其良好的延展性和高能量密度特点,逐步应用到新能源汽车、储能等领域。
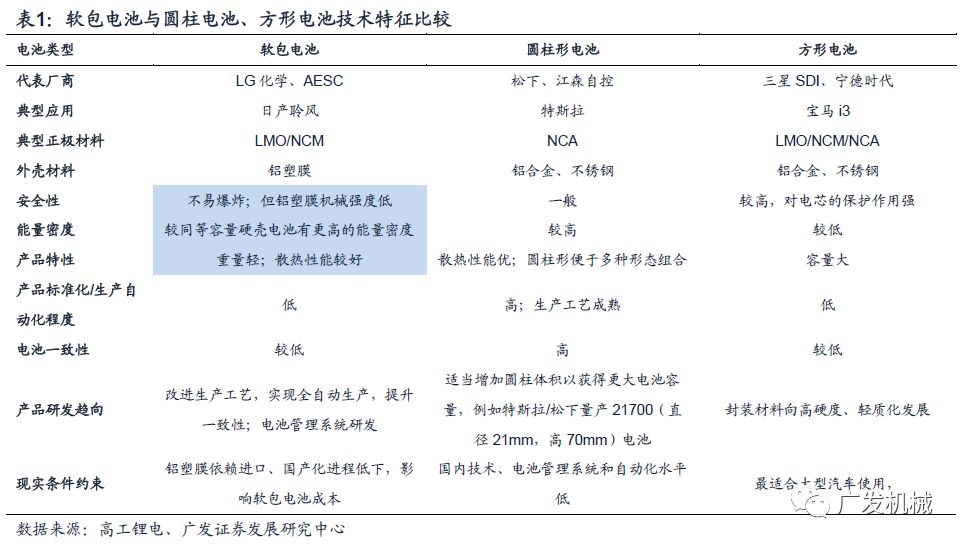
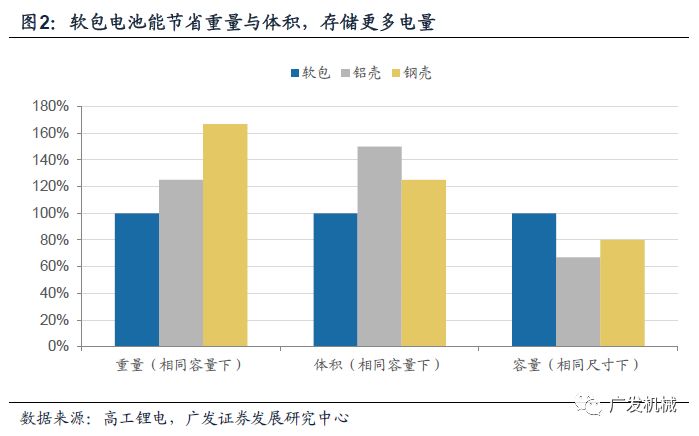
软包装的最大优势在于,能在现有技术水平上提升动力电池的能量密度,在续航里程上进一步缩小和燃油车的差距。根据高工锂电的统计,软包电池比同等容量的铝壳包装电池轻20%,与同样尺寸的铝壳电池,容量高出50%。与硬壳包装相比,软包装能够提升电池安全性、减少电池自耗电、延长使用寿命,并具有设计灵活性。软包装的不足之处在于包装材料铝塑膜机械强度不及硬壳,目前依赖进口、成本较高。
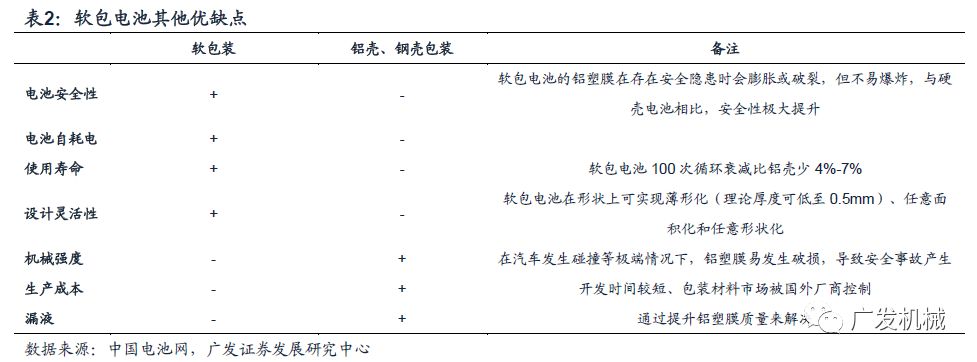
成本和一致性问题成软包电池发展限制因素。
软包电池不足之处在于,目前生产工艺尚不成熟、标准化程度较低、电池一致性较差。不过这些劣势未来 通过生产规模化、自动化、增强电池管理系统、铝塑膜质量提升来消除。此外,软包原材料铝塑膜仍有赖进口,动力电池制造厂商对国产铝塑膜接受程度低,这也在一定程度上限制了软包电池的大规模发展。未来随国内企业在铝塑膜领域的产能发力,后续限制性因素有望陆续化解。
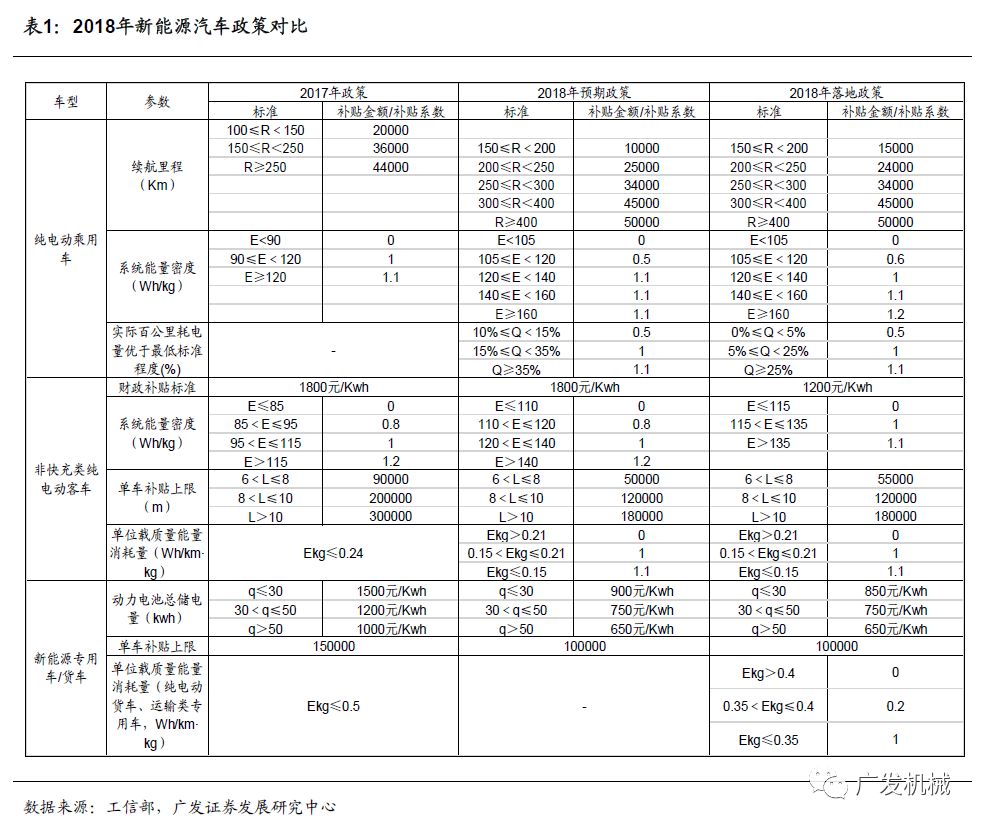
1.2 新版政策“优补差退”,高能量密度需求助力软包技术发展
按照2018年新能源汽车补贴方案,系统能量密度在140Wh/kg以上的纯电动乘用车有10%的补贴溢价,系统能量密度在160Wh/kg以上的纯电动乘用车有20%的补贴溢价,系统能量密度在135Wh/kg以的纯电动客车可获得10%的补贴溢价,提高了补贴对于电池系统能量密度的要求。由于软包装能够进一步提升电池能量密度,发展软包电池符合新政策引导方向。
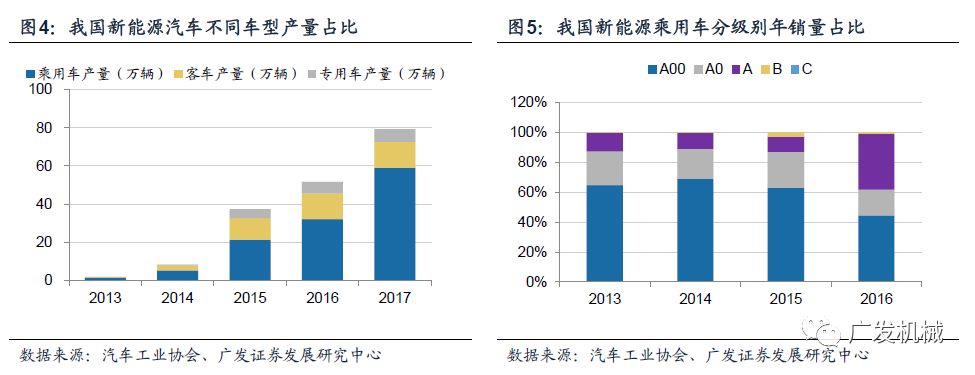
中期来看,在去补贴化背景下,行业竞争格局趋向市场化,软包电池符合乘用车提升续航能力趋势。
在2013-2016年普惠式补贴政策引导下,新能源乘用车市场逐渐形成,2016年产量在新能源汽车总产量中占比约为62%;A00、A0级车在新能源乘用车产量中占据半壁江山,市场培育初见成效。相比于客车、专用车,乘用车的空间更加紧凑,对能量密度、安全性要求更高,软包装节省体积减轻重量,能够提升续驶能力,且不易燃爆,优势明显。北汽EC180、奇瑞eQ等畅销A00、A0车型均部分使用软包电池。
软包装的能量密度、安全优势符合A、B级乘用车性能提升方向,新能源乘用车持续放量为软包发展创造空间。
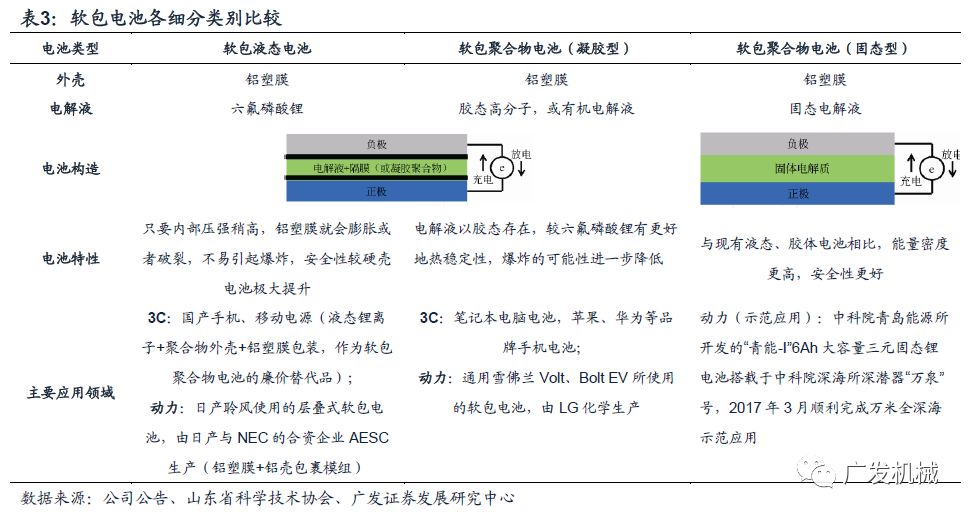
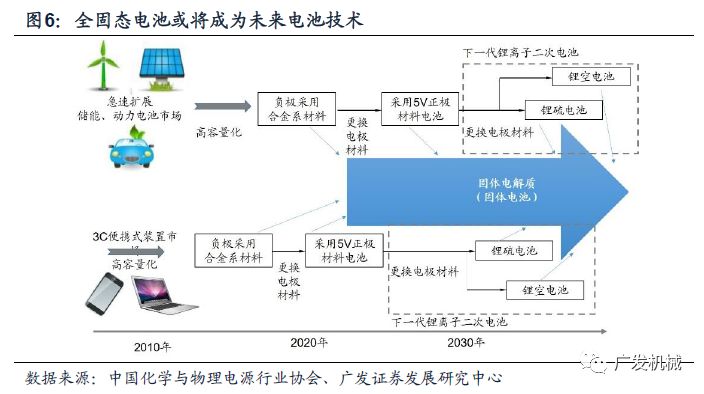
1.3 未来固态电池适合搭配软包封装技术
按照电解液物质状态的不同,软包电池可分为软包液态电池和软包聚合物电池,前者使用液态电解液,后者使用的电解液目前以胶体为主。以固态物质为电解液的全固态电池仍处于研发示范阶段,将进一步提升动力电池的能量密度和安全性,由于不使用液态电解液,电池封装可使用软包。软包液态电池广泛应用于国产手机、充电宝,著名畅销车型日产聆风即装载了AESC提供的层叠式软包液态电池;软包聚合物电池则用于笔记本电脑及品牌手机。
远期来看,全固态电池能量密度高、安全性最强,有望带动软包装进一步发展。
全固态电池以聚合物、氧化物或硫化物等固态电解质代替隔膜和电解液从根本上解决电池安全问题;电池单体能量密度有望提升至400-500Wh/kg。全固态电池目前仍处于研发阶段,宝马、丰田、博世及部分国内企业都在积极布局,未来有望成为主流电池路线。德国Kolibri为奥迪汽车开发出一款大容量的聚合物固态锂电池,电池总重300kg,续驶里程达到600公里。由于无需使用液体,固态电池外壳与组装工艺得到简化,适宜固态电池封装使用的软包封住技术有望为软包电池发展打开新的成长空间。
我们认为,
短期内软包装作为一种电池轻量化高能化的手段,将以较高比例占据增量市场,长期看好全固态电池采用软包装趋势
。新能源汽车新政策释放了推动电池性能提升、增大能量密度的信号。随着补贴门槛的不断提升,软包装能够助力更多电池企业提升能量密度,提升产品竞争力,软包装将在增量市场中占据一席之地。
2.1 明星车型助力未来软包电池放量
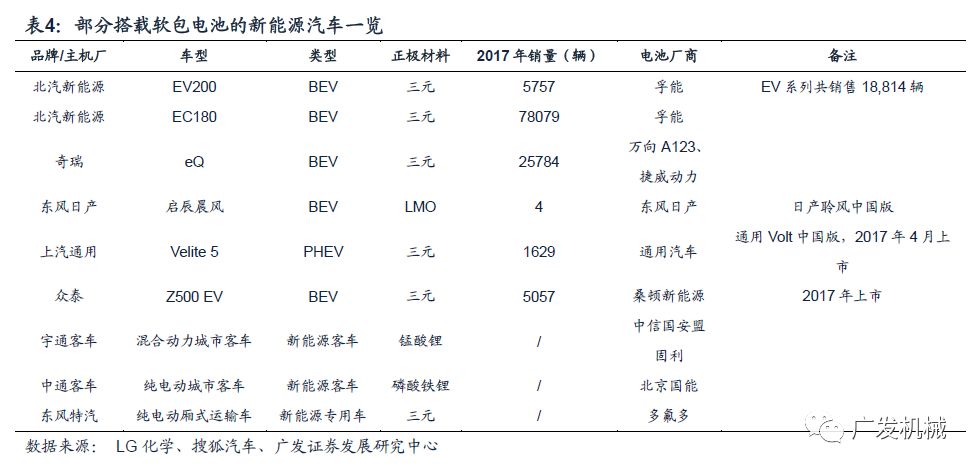
国内市场,软包电池进入部分新能源乘用车、客车、专用车龙头企业供应链,应用前景持续看好。
北汽新能源、奇瑞等厂商在其畅销车型中引入软包,东风日产、上汽通用等企业积极推进国外软包车型本土化。软包电池也应用于新能源客车和专用车,宇通客车、中通客车、东风特汽等龙头企业均有车型搭载软包电池。
2.2 电池企业软包产能扩产计划
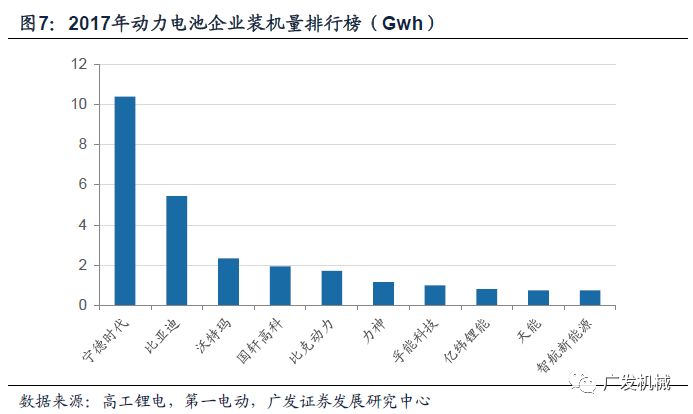
在2017年新能源乘用车动力电池装机量前十中,孚能、天能、捷威都是三元软包动力电池供应商。这三家都是近几年进入新能源乘用车供应前列的。
2015年开始,孚能凭借三元软包的能量密度优势和在北美的配套经验积累,进入北汽新能源的供应体系,成为主力供应商。2015年在出货量排行上,孚能还默默无闻。2016年,孚能出货量达到341.68MWh,业界排名第13名。2017年继续扩张,出货量1.05GWh,业界排名第六,乘用车配套排行第三。2017年12月20日,孚能还与北汽集团签下五年百万台电池大单,将确保其继续占有相当大的市场份额。
天能也是近几年进入新能源乘用车供应的电池巨头。2017年天能三元软包电动汽车动力电池近300MWh。天能的软包电芯能量密度已经达到230Wh/kg,2018年底将推出250-260Wh/kg的产品。目前天能三元软包动力电池产能2.5GWh-3GWh,2019年将扩充到8GWh左右,新增产能全部为三元软包路线。
在前十名之外,多氟多、卡耐新能源、超威创元、天劲股份、鹏辉能源等企业都已经量产供应三元软包电池,使得三元软包相对于方形和圆柱,日渐呈现崛起之势。
3.1 技术与效率寻找均衡点,三种形态各自发展
2018年1月20日,中国电动汽车百人会2018年论坛,国家863 计划节能与新能源汽车重大项目总体专家组组长欧阳明高介绍动力电池专项研究进展。其中CATL、力神、国轩高科三家承担新型锂离子动力电池项目的企业,均选择了三元软包技术路线,能量密度均达到300Wh/kg。
但这只能表明承担国家专项的三家企业对三元软包技术路线高能量密度特征的认可,实际扩产情况仍然是企业从自身出发,寻求技术与效率的均衡点。而软包电池目前尚未对方形电池和圆柱电池形成压倒性优势的主要短板有两方面:
一是成本问题
:铝塑膜这一核心部件目前国产化程度较低,主要依赖于国外进口,成本较高。
二是工艺难度
:软包电芯通常采用叠片工艺而非卷绕方式,在叠片模切过程当中,传统五金模切机往往造成冲切断面出现毛刺、易掉粉问题,导致极片质量不好,严重影响成品电池安全性能,同时残留的粉尘在复杂的使用环境下,容易造成电池内部短路,轻则缩短电池寿命,重则导致电池出现安全问题。
3.2 铝塑膜逐渐国产化,破解软包路线成本难题
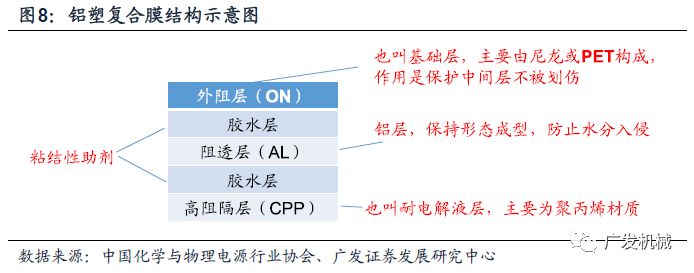
铝塑膜的材料属性对于保障电池长周期稳定运行十分关键,是软包电池与圆柱型、方型硬壳电池主要区别所在。铝塑膜的设计、制造被认为是锂电行业三大技术难题之一。铝塑膜一般由外阻层(尼龙)、铝层和高阻隔层(聚丙烯)组成,在两层之间夹有胶水层。按照功能用途,铝塑膜可以分为动力用和非动力用两类。前者所使用的铝塑膜厚度为152μm,后者一般使用88-123μm厚度的铝塑膜。相对而言,前者的技术要求更高。
铝塑膜价格仍高,主要归因于存在生产技术壁垒、目前主要依赖进口,国内市场基本为日韩企业垄断
。
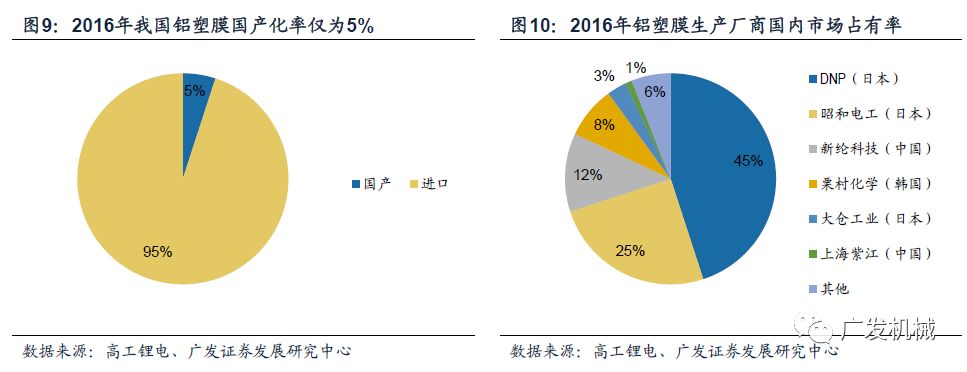
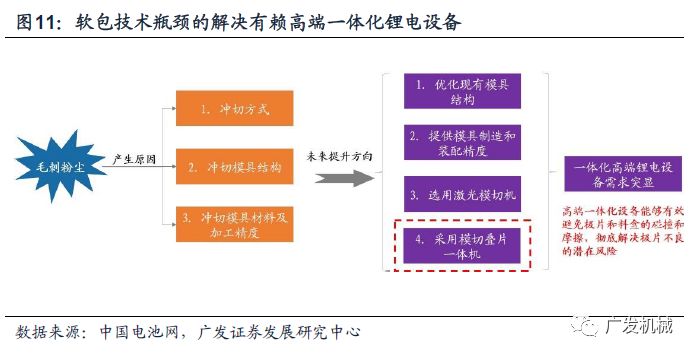
高工锂电数据显示,2016年中国锂电池铝塑膜的需求量(不含外资企业在中国的工厂,ATL除外)为9500万m2,同比增长44%;其中,国内产量达494万m2,国产化率约为5%。日本DNP、昭和电工占据近70%份额。2016年,新纶科技于2016年7月收购了日本凸版印刷旗下的铝塑膜生产、制造及销售业务,目前其生产仍在日本完成。
3.3 叠片工艺难度大,高端生产设备需求突显
软包电芯通常采用的是叠片工艺,而非方形电池电芯通常采用的卷绕方式。
在软包电池模切和叠片工艺过程中,产生的毛刺和粉尘容易造成电池短路,造成极大的电池安全隐患,因此在软包电池的生产制备过程中控制极片毛刺粉尘显得尤为重要。
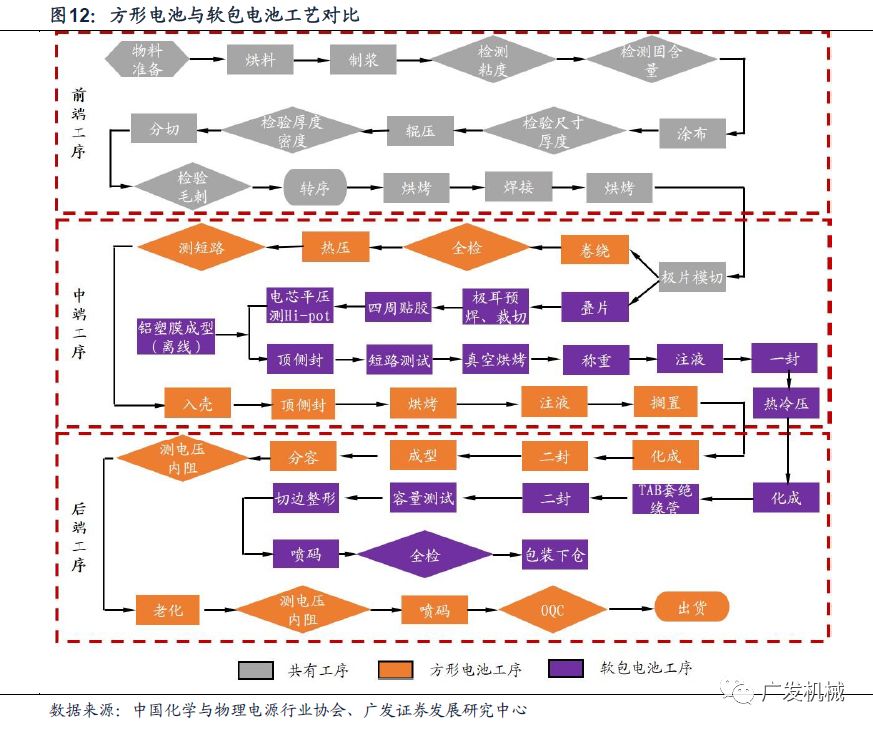
极片毛刺是指极片冲切所产生的断面基材拉伸、弯曲。在模切和叠片工序中控制冲切时的毛刺大小,减少冲切时产生的粉尘,以及在极片转运过程中避免毛刺的产生,已成为这两个工序目前面临的最主要的难题,而要解决这些难题,先要了解毛刺和粉尘产生的原因。极片毛刺粉尘产生的主要原因有三点:1)冲切方式;2)冲切模具的结构;3)冲切模具的材料及加工精度。根据毛刺和粉尘产生的原因,解决方案未来可从以下几方面提升:1、优化现有模具结构;2、提高模具制造和装配精度;3、选用激光模切机;4、采用模切叠片一体机,模切叠片一体机在极片冲切完之后可直接进入叠片平台,避免极片和料盒的碰撞和摩擦,彻底解决极片不良的潜在风险。
4.1前端设备共享,中后端引发需求升级
动力锂电池生产设备与锂电池工艺流程紧密关联。动力锂电池整体生产工艺流程较长,大致可分为极片制作(前端)、电芯制作(中端)和电池组装(后端)三个阶段。
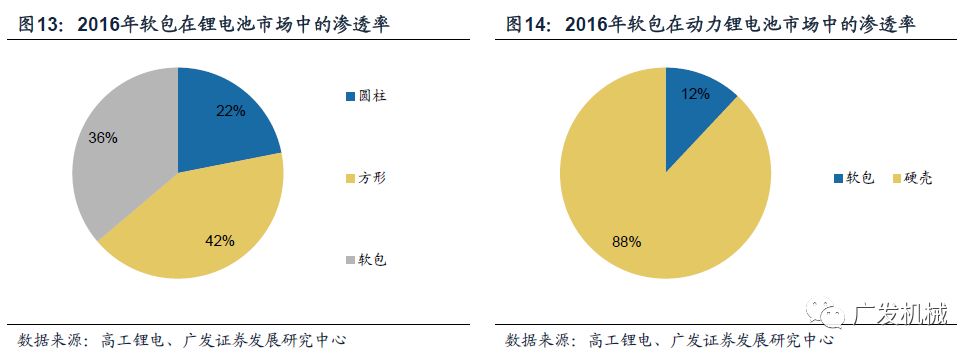
软包电池与方形电池的工艺在生产前端的搅拌、涂布、辊压等环节基本一致,工艺差异主要集中在动力电池生产的中端与后端。
核心差异在于两方面:1)软包电池电芯采用叠片工艺,而方形电池通常采用卷绕工艺;2)铝塑膜作为软包电池包装材料,其中后端的注液、封装均与方形电池存在较大差异。

4.2 软包路线渗透率有待提升,设备需求空间广阔
高工锂电统计数据显示,2016年我国圆柱、方形、软包锂电池产量分别为13.92GWh、26.64GWh、22.99GWh,软包在锂电全行业的渗透率已经达36%,而我国动力电池产量达30.5GWh,其中软包电池占比12%,处于相对较低水准。
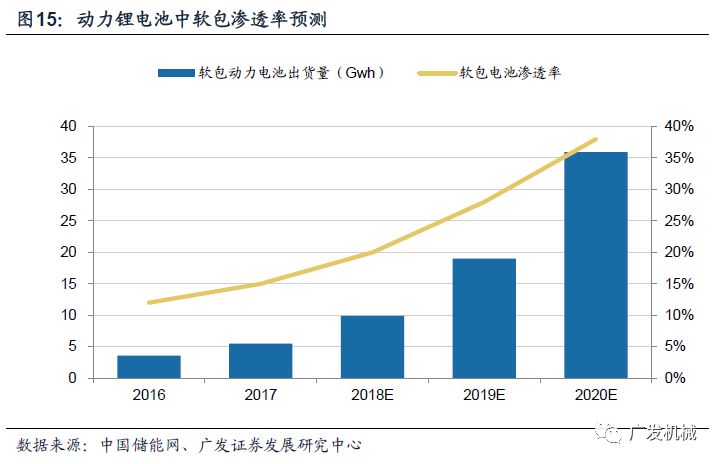
随着补贴政策退坡,新能源汽车市场导向趋势愈发明显。在前期政策引导下,A00、A0级新能源乘用车市场已经初具规模,积分制下A、B级乘用车放量在即。软包电池设计灵活、轻质的特性有望在小车中得到充分发挥,预期未来在A00、A0级车中的渗透率将逐步提升。对于增量市场,软包装的能量密度、安全性优势依然适用,可以提升续航里程。根据中国储能网的预测,2020年国内软包动力电池出货量预计35.9Gwh,渗透率达38%,相比17年5.5Gwh左右的出货量新增约30Gwh。考虑到市场成熟期合理的产能利用率范围在50%左右,即得到新增产能60Gwh。这与软包电池企业目前公布的扩产计划56Gwh总量基本吻合。

依据宁德时代招股说明书披露的数据显示,目前国内电池厂商平均1GWh产能对应设备投资约2.8亿元。其中,前中后三阶段对应的锂电设备价值量占比分别在 40%、30%、30%左右,软包路线对应的特有设备即中后段设备大概占比60%, 约1.68亿/Gwh。则2020年以前软包动力电池新增特有设备需求约60*1.68=100.08,即约100亿的新增软包特有生产设备需求。
软包电池相关中后端锂电设备巨大的市场空间吸引着锂电设备龙头加速布局软包设备领域。
2018年3月13日,璞泰来发布重大资产重组停牌进展公告称,公司本次重大资产重组拟收购的标的资产为东莞市超业精密设备有限公司(下称“超业精密”),初步方案为拟发行股份及支付现金收购超业精密100%股权。璞泰来通过新设、兼并购等方式,不断完善在锂电池关键材料和设备领域的产业链布局。超业精密起步于十多年前的半自动单机,成名于极耳焊接机、冲壳包装机和注液机。在锂电池行业需求快速提升的背景下。近年来公司软包装电池设备产品早已拓延到模切、叠片、焊接、包装、干燥、注液和DEGAS等核心工艺设备,并具备在单品牌下整体提供全套中段和后段设备的供应和服务能力。









