消费电子和汽车行业是工业加工和产品制造中越来越多地使用铜的重要推动力。
随着电池新技术的发展以及电池容量变得更高,对相应连接技术的需求也逐渐增加。虽然软焊仍然是用于消费电子产品中低功率应用的主要技术,但在高传输电流,或是在接头高荷载和动态荷载应力的情况下,则必须应用焊接技术。电动汽车产业尤其推动了这一趋势,汽车行业及其供应商正在为电力存储和线路传输应用等大批量生产作业寻找坚固而高效的工艺。
过去,由于材料的物理性能,激光技术在焊接铜和铜合金时会受到限制。 如今,高功率和高亮度的光纤激光器的出现一一克服了这些限制,通过新型和合适的加工技术,可以在高效的焊接工艺中打造出稳定、无缺陷的接头。
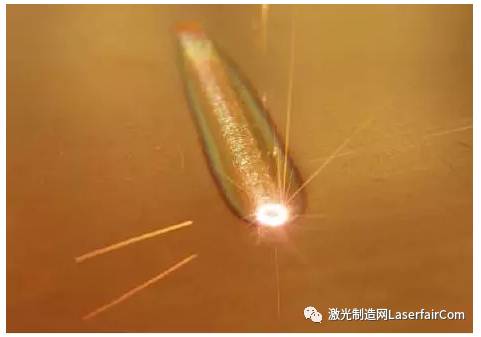
图1:通过高速的光束摆动工艺实现无缺陷的铜焊接
激光焊接铜的挑战与材料的两个主要物理性质有关:对大多数高功率工业激光的低吸收率以及工艺过程中的高导热性。我们知道铜的吸收率随着波长的减小而增加,这意味着可见波段的激光器(例如,波长为532nm的绿光激光器)用于铜焊接将产生显著的优势,但是对于大多数焊接应用所需的功率范围这些激光器尚不可用或尚未得到工业验证。
红外激光器在处理固体材料时会产生吸收性问题。如果材料通过深熔焊发生了熔化甚至蒸发,其吸收率则会显著增加。固体铜的吸收率小于4%,而铜蒸汽(匙孔深熔焊)的吸收率则高于60%,参见表1。该吸收问题可以通过非常高的功率密度来克服,这大大加快了铜的熔化和蒸发速度,并因此增加其吸收性。
通过高速视频评估显示,稳定的工艺可在不到1ms的时间内建立。对于连续波(cw)焊接操作而言,这个障碍必须在焊接开始时就予以克服。匙孔焊接工艺建立后,便会提供恒定的高吸收率。而对于脉冲操作则必须在每个脉冲开始时将其克服。
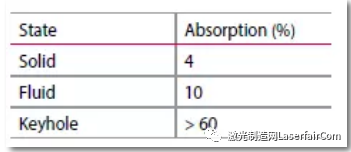
表1:在不同状态下,铜对近红外激光辐射的吸收率。
焊接所需的高功率密度可以通过使用单模光纤激光器获得。 与其他固体激光器相比,这类激光器具有优异的光束质量和聚焦性能。IPG公司能够提供高达10 kW功率的高功率单模激光器,以及功率超过10 kW的高亮度多模激光器,产品均具有坚固的、已被工业验证的设计。
使用这些单模光纤激光器和低阶模高亮度激光器,可以达到高于108W/cm²的功率密度,甚至在几百瓦的功率下也能够实现可靠的耦合。与功率相当的普通多模激光器相比,这些激光器的强度高达五十倍(见表2)。IPG提供 YLR系列的单模光纤激光器,其功率从100W至1000 W不等,并配有19”的紧凑型机架;此外公司还提供功率高达10 kW的YLS系列光纤激光器(图2)。 这两个系列的整体效率都达到40%。
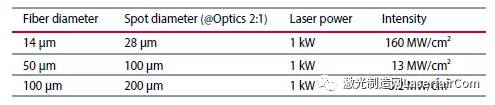
表2:激光器的功率密度取决于光斑直径

图2:高功率单模光纤激光器:风冷机架式YLR-1000-SM (左)以及3kW系统型YLS-3000-SM(右)。
铜焊接工艺的另一个问题是低速焊接时的不稳定性。通常,小于5m/min的焊接速度会面临焊接不稳定的问题,例如飞溅、气孔和不规则焊缝表面。随着焊接速度的加快,这种不稳定性逐渐消失,焊接工艺趋向稳定。在5-15m/min的焊速范围,质量达到可接受的水平。焊速高于15m/min的话,产生的焊缝基本没有缺陷(图3)。这意味着最佳的焊接参数介于传统的运动系统(例如机器人)所能达到的极限范围内。此外,焊缝深度随着焊接速度的增加而减小,而焊缝也变得非常窄。
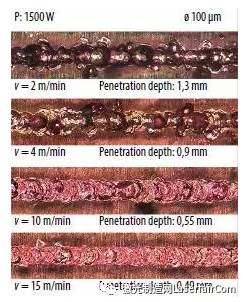
图3:加工速度对焊缝质量和焊缝深度的影响
这必须用更高的激光功率来实现,带来更高的系统资金投入。新的工艺研究已表明,这完全可以避免的,工艺稳定性不仅可以通过提高焊接方向的速度,也可以通过光束导向镜片的动态位置变化来实现。这种所谓的摆动技术使其能够在相对较低的焊速下形成稳定的焊点,并且显著降低焊缝深度。
通过这种摆动技术,仅使用1kW功率的单模光纤激光器便能实现高达1.5mm焊接深度的高质量铜焊缝。与焊接速度相关的焊接深度可以得到轻松控制,而不影响焊接质量。同样的技术也能够应用于高亮度多模激光器。使用一款功率为6kW,光束质量为2 mm mrad的光纤激光器测试后显示,实现了5mm焊缝深度的高质量焊接。
光束的动态控制可以通过传统的扫描振镜或新型的摆动头实现,摆动头结合了经过验证的焊接头与扫描振镜的性能优势。两个振镜能够灵活地使用各种预先编程的图形和形状,例如圆形、线条或“8字形”,以及一定尺寸内可自由编程的图形和形状。其主要优点之一是能使用标准的聚焦镜而不是f-theta场镜可以在较低的焦点偏移水平下承受更高的功率密度,同时,常规的横向气帘和防护窗的使用降低了耗材成本。IPG推出的FLW-D50和FLW-D30系列摆动焊接头可以在高达1 kHz的摆动频率下工作,并且可轻松集成到各种加工系统中(图4)。这些焊接头可承受的激光功率高达12 kW。

图4:IPG 推出的FLW-D30和FLW-D50系列摆动焊接头