随
着汽车技术的快速发展,大量的新技术、新材料和新工艺在汽车上得到广泛应用尤其是对汽车内饰的精致性、舒适性和豪华性要求越来越高。而满足用户对汽车内饰的要求,更离不开汽车内饰的各种制造工艺。为此,今天小编针对当前汽车内饰的主流制造工艺及应用情况进行了介绍。
一、搪塑成型
1. 什么是搪塑成型
搪塑成型,又称旋转成型,主要用于制作软质仪表板和门护板的表皮。该技术起源于日本,在21世纪初才开始引进国内的,最初只在少数合资企业中得到应用,直到近几年才在国内的自主品牌中开始逐步应用。
2. 优点与缺点
优点
:原材料来源广泛,价格便宜,有着丰富的设计和生产经验,表皮的花纹不仅清晰、美观,而且一致性非常好。可以设计出比较复杂的型面特征,制得的产品有良好的弹性和低收缩率。
缺点
:模具的投资成本大,且寿命短(一般模具的质量保证只有2~3万次表皮寿命);设备的投资成本大;需要不断清理模具,导致辅助工时较长。
3. 成型工艺原理
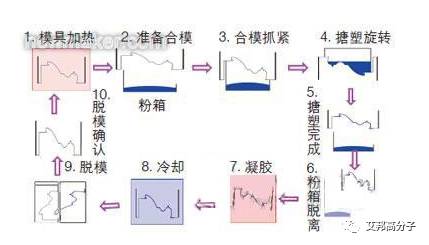
图 搪塑工艺
先将带有表面花纹的搪塑模具加热到搪塑表皮的成型温度,然后将粉箱与搪塑模扣合,使之按设定的程序进行旋转。当粉料熔化并粘附于模具表面达到一定厚度后,脱开粉箱;接着,继续加热模具的外表面,使模具内表面的搪塑表皮得以塑化烧结;最后,快速冷却模具外表面,使表皮冷却成型。
4. 搪塑成型所用的原材料
搪塑成型所用的原材料主要为PVC和TPU。PVC的原材料来源广泛,价格便宜,且已经应用多年,有着丰富的设计和生产经验,目前主要被大多数中、低档汽车所采用TPU是21世纪初新兴的一种原材料,相对于PVC其密度更小,且不含有毒、有害物质,更加环保,目前已经在国外一些中、高档车型中开始应用。
5. PVC搪塑表皮的工艺缺陷及原因分析
在实际生产过程中PVC搪塑表皮还存在下表所示的工艺缺陷。
表:搪塑PVC表皮工艺缺陷表
|
项目
|
缺陷
|
原因分析
|
|
1
|
表皮褶皱
|
产品被揉搓造成褶皱,脱模后产品未定型或没按规定保存。
|
|
2
|
表皮料渣
|
粉盒中料渣过多,与膜剂贴合不好
|
|
3
|
表皮粘模
|
模具温度过高,丝状料渣掉到模具上或粉盒与模具贴合不好
|
|
4
|
表皮脱模机痕
|
脱模机喷涂不均匀,脱模机流挂或未清洗干净
|
|
5
|
表皮水剂
|
模具冷却位置密封不好,模具未清洗干净或未吹干
|
|
6
|
光泽超标
|
脱模机清洗不均匀,模具未清洗干净
|
二、PU(聚氨酯)喷涂
PU喷涂工艺是近几年迅速发展起来的一种新的表皮成型工艺,主要用于仪表板的表皮和护板的表皮等。
1. 成型工艺

图 PU喷涂表皮的生产流程
PU喷涂是指先在表皮成型模表面喷上脱模剂,而后再喷涂模内漆(可根据产品需要喷涂不同颜色的模内漆),随后喷涂液态的PU原料(可通过喷涂机械手控制表皮的厚度),最后冷却起模。
2. 相比于搪塑工艺的优势
第一部分搪塑工艺和PU喷涂工艺都是软质仪表板表皮的主要制作工艺,但相对于搪塑工艺而言,PU喷涂有许多优点,比如:可实现双色仪表板表面,使得造型设计更灵活;设备也相对简单,可大大降低能耗,尤其是近几年PU粉状原材料的降价,使得利于回收的PU表皮的价格有可能与传统PVC表皮竞争。下表是搪塑表皮与PU喷涂表皮两种工艺的对比。
表:搪塑表皮与PU喷涂表皮的工艺对比
|
项目
|
搪塑
|
PU喷涂
|
|
产品造型自由度
|
较好
|
更好
|
|
表皮厚度
|
1~1.2mm
|
1~1.2mm
|
|
表皮颜色要求
|
单色(主要为深色,黑色为主)
|
可实现双色,且颜色深浅无要求
|
|
生产效率
|
低
|
高
|
|
耐高温性能
|
120℃
|
120℃
|
|
耐低温性能
|
-35℃
|
-45℃
|
|
原材料成本
|
较低
|
高
|
|
设备成本
|
120%
|
100%
|
|
材料回收
|
难
|
可以
|
|
原材料利用率
|
较低
|
较高
|
|
模具成本
|
120%
|
130%
|
|
模具寿命
|
2~3万次
|
30万次
|
|
普及率
|
主流
|
新兴
(
国内较少
)
|
三、模内转印(IMD)
1. 模内转印概念与应用
模内转印是一种在成型过程中与装饰同步进行的工艺。通过在成型过程中对塑料部件进行装饰,减少传统成型后的装饰、在线生产存货和附加的操作步骤,从而使生产成本大幅度降低。主要用于:仪表盘、空调面板、内饰件、车灯外壳、标志等
膜片的厚度一般为0.5mm,其组成结构如下图所示。膜片上的图案可以做成木纹、金属拉丝、铝质、碳纤维、高亮和亚光等各种不同效果。由于其上有PET层保护,膜片具有很好的耐刮擦性和耐腐蚀特性,而且其图案在产品长时间使用后也不会有任何损伤。

图 膜内转印的膜片结构
2. 成型工艺
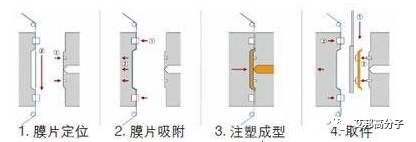
图 膜内转印的制作工艺流程
是指将事先设计有不同花纹的膜片在合模前吸附到注塑模具的型腔表面,再将熔融状态的塑胶(一般为PC+ABS)注射到模具内,从而使膜片与塑胶融合为一体。
3. 优点与缺点
优点:
1)一体成型,制程简化,降低生产/库存成本及工时,缩短产品制造周期,提高生产效率;
2)各类可靠性测试均为业界最高水准,保证产品的稳定性及耐久性;
3)高自动化生产,保证高良品率稳定生产;
4)采用自动印刷及环保油墨,符合环保要求;
5)可作多色印刷,如木纹丶炭纤维丶金属色系等。产品表面纹理及坑纹可同时着色。针对透明的机构件上,可做出半透的效果。具有立体的质感。
6)表面硬化(Hard Coat)处理(可达3H的铅笔硬度)具有耐磨及兼具美观等特性。
缺点:
印刷图案层在产品的表面上,厚度只有几个微米,产品使用一段时间后很容易会将印刷图案层磨损掉,也易褪色,造成表面很不美观。另外新品开发周期长、开发费用高,图案颜色无法实现小批量灵活变化也是IMR工艺无法克服的弱点。
四、模内嵌膜(INS)
1. 模内嵌膜成型工艺原理
将膜片预先在成型模具中通过高压吸附形成产品外表面的形状,再经过裁边后放到产品的注塑模具中,然后与熔融状态的塑胶一起注塑成型。
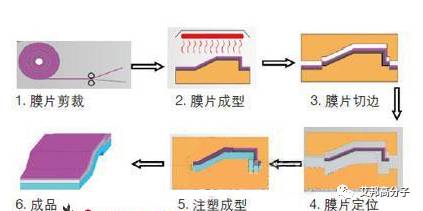
图 模内嵌膜的制作工艺流程
2. 相比于模内转印的优势
相对于IMD工艺,INS工艺最大的优势在于,可以生成更大的表面拉伸装饰。虽然增加了真空吸附和切割工装,工序较为复杂,且单件的生产成本更高,但是INS工艺省掉了膜片传送定位装置,可直接在普通的注塑机上使用。下图为两种工艺所能达到的不同表面效果对比。

模内转印及模内嵌膜技术的出现是汽车内、外饰颜色纹理设计方面的一个飞跃,它们完全突破了以往传统水转印工艺对产品颜色纹理的限制,只需要切换不同的膜片,就可以实现产品表面不同颜色纹理的搭配,满足不同客户群体的个性化需求。相比传统工艺,它们还极大地提升了生产效率,且工艺过程更加环保,产品也具有更高的耐腐蚀特性。
3. 模内嵌膜所用的膜片
模内嵌膜所用的膜片与模内转印有所不同的是,其表面不是PET而是PMMA薄膜,整体厚度也是0.5mm,相比PET膜层,PMMA薄膜具有更好的耐磨及耐候特性。如下图所示:
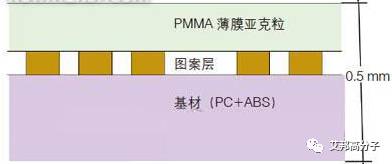
图 模内嵌膜厚度
目前,两种工艺所需的膜片还没有进行国产化,而国内主要有德国库尔兹、日本日写及韩国LG等几家公司通过进口代理的方式在国内销售。尽管如此,两种工艺在汽车零部件产品的生产以及应用已经逐渐在国内主流车型中得到普及。
五、水辅注塑
水辅注塑(WIT或WAIM)于21世纪初起源于德国,并逐渐在世界范围内得到逐步运用。它是一种在气辅注塑(GIT)基础上发展起来的新型注塑技术,随着技术的不断成熟,水辅注塑的运用也将越来越广泛。目前,已有多个在汽车门拉手中的成功应用案例。
1. 水辅注塑成型工艺基本原理
基本原理为聚合物熔体注入模具型腔中;将水导入熔体中,水沿着阻力最小的方向流向制件的低压区域;当流水在制件中流动时,它通过置换物料而掏空厚壁截面,形成中空制件,而被置换出来的物料则用于填充制件的其余部分;当填充过程完成后,由水继续提供保压压力,解决制件在冷却过程中的体积收缩问题;待模具冷却后,排出水并取出制件。
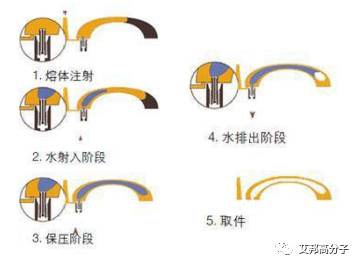
图 水辅注塑的工艺流程
2. 相对于气辅注塑的优势
与气辅注塑相比,WAIM技术除了可以减小或者消除翘曲变形、避免缩痕、节约材料和降低制品的内应力之外,还可以用于生产那些壁厚更薄、更均匀且内表面更光滑的制品。另外,由于水的导热率为N2的40倍,除了普通的冷却模具外,注水会引起塑件产品的内部冷却,因此与气体相比,使用水后可将冷却时间缩短达70%,而且产品达到脱模温度的时间也要短得多。同时,水相对N2也要廉价很多。
缺点:
需要精密控制,如果开始注入的熔体太少,水有可能穿透熔体进入模腔。水注射的压力必须高于熔体压力才能将熔体推到型腔末端,对表面质量要求高的注射成型不可行。
六、低压注塑
1. 什么是低压注塑
低压注塑工艺是一种使用很低的注塑压力将热熔材料注入模具并快速固化的封装工艺,以热熔材料卓越的密封性和优秀的物理、化学性能来达到绝缘、耐温、抗冲击、减振、防潮、防水、防尘、耐化学腐蚀等功效,对电子元件起良好的保护作用。
2. 成型工艺及应用
将表皮预先放到模具内,然后借助螺杆的推力,将已塑化好的的熔融状态的塑胶注射入闭合的模腔内,再经固化定型后取得制品
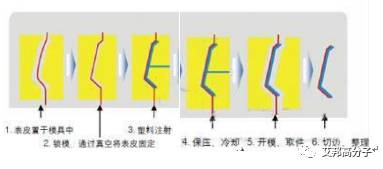
图 低压注塑的工艺流程
低压注塑表皮所用的材料可以是布料,也可以是PVC面料。目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
3. 相比于传统工艺的优势
与传统的包覆工艺相比,低压注塑工艺具有以下优点:
1)低压注塑是将表皮材料与塑料基材融为一体,不存在脱落的可能;
2)由于没有包覆工艺所必需的涂胶工序,低压注塑工艺过程更为环保;
3)低压双层注塑零件的内部结构可任意设计,表面造型的自由度相比包覆工艺更大,并且造型特征更清晰、硬朗;
4)低压注塑的生产效率更高。
鉴于以上低压注塑的特性,目前该工艺已被广泛应用于汽车门护板、立柱护板和包裹架护板等产品的生产。
结论
以上所介绍的几种工艺只是当代汽车内饰制造工艺中的很少一部分,其他涉及的工艺还包括阴模吸覆、真皮包覆、IML、高光喷涂、高光注塑和亚光电镀等工艺,限于篇幅本文将不再一一介绍。
来源:弗戈工业在线,艾邦高分子整理
欢迎想深入交流的朋友长按下图二维码加小编微信
abgfz-zero
申请加入汽车材料群讨论吧。

长按二维码一起加入汽车产业链交流群讨论吧
推荐阅读:
#标签#汽车,工艺#
汽车非金属材料技术与应用峰会
(2017
年9月9日·重庆 )
Automotive Non-metals Materials TechnologyandApplication Forum
September 9, 2017, Chongqing
会议时间:2017年9月9日
Time: September 9, 2017
会议地点:重庆(重庆保利花园皇冠假日酒店位于重庆北部新区经开园龙怀街1号)
Conference address: Crowne Plaza Chongqing New North Zone
No.1 Longhuai Street Economic & Technological DevPark New North Zone, Chongqing
主要议题(暂定)
|
重庆汽车发展近年概况以及中国西部(重庆)塑料生态产业园介绍
|
重庆市梁平区招商局(待定)
|
|
新形势下,汽车工程塑料的发展以及趋势
|
兰蒂奇工程塑料(苏州)有限公司 祈源
|
|
会通超低散发材料介绍
|
合肥会通新材料有限公司
|
|
车内空气质量最新的环保法规以及解决方案
|
国家室内环境与室内环保产品质量监督检验中心 宋广生
|
|
TPV在汽车轻量化和低气味扮演的角色
|
中广核三角洲集团(苏州)特威塑胶有限公司 徐红岩
|
|
抗菌绿色塑料在汽车中的应用
|
待定
|
|
NVH材料在汽车上的应用(非金属材料为主)
|
重庆威棣汽车部件有限公司 黄义
|
|
汽车内饰胶粘剂低VOC解决方案
|
待定
|
|
长纤增强热塑性复合材料在汽车轻量化上的应用
|
待定
|
|
玄武岩纤维增强材料在汽车上的应用
|
待定
|
|
设计角度看内外饰非金属材料选择
|
待定
|
|
新能源汽车塑料要求及选择
|
待定
|
长按二维码即可在线报名

联系方式:
添加我微信:
18312560351,18666186648
(微信电话同号),咨询论坛
听众报名
及
赞助
、
主讲
等事项。

点击阅读原文自助登记





