
大家好!在科技飞速发展的今天,3D 打印技术已深入众多领域。然而,传统打印技术面临着速度、材料、精度等诸多挑战。在此背景下,一种名为动态界面打印(DIP)的新技术应运而生——《Dynamic interface printing》发表于《nature》。它凭借独特的声学调制气液界面机制,展现出卓越的性能。接下来,就让我们一同深入了解 DIP 技术的原理、优势以及其在实际应用中的表现,探索它如何为 3D 打印领域带来新的变革与可能。
*
本文只做阅读笔记分享
*
一、研究背景
在当今的科技领域,3D打印技术正发挥着日益重要的作用,尤其是在生物打印、原型制作和制造应用等方面。快速3D打印技术,能够在短时间内创建整个部件,这一特性使其成为众多领域的关键技术。然而,传统的光学打印方法,例如立体光刻技术,虽然在分辨率和几何保真度方面表现出色,但在实际应用中仍存在诸多局限。这种技术需要逐层固化材料,在层与层之间,为了使未固化的树脂能够流动,必须不断重置部件的位置。这一过程严重限制了打印速度,同时对材料的组成也提出了特殊要求,进而影响了整体的打印吞吐量。
近年来出现的体积打印方法,如计算轴向光刻、xolography等,在一定程度上解决了打印速度的问题,能够快速制造厘米级的构造。但是,这些方法并非完美无缺。以计算轴向光刻为例,它依赖于局部氧气耗尽来限制聚合反应,这使得固化程度对聚合剂量和材料组成极为敏感。尽管可以通过计算校正来部分缓解这些影响,但对于树脂和生物墨水在这些系统中的应用仍然存在限制。
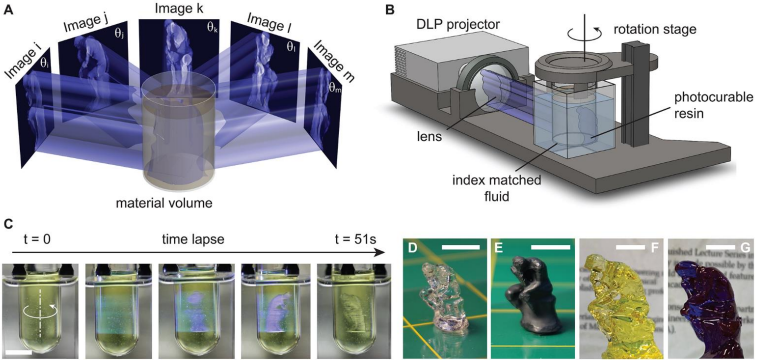
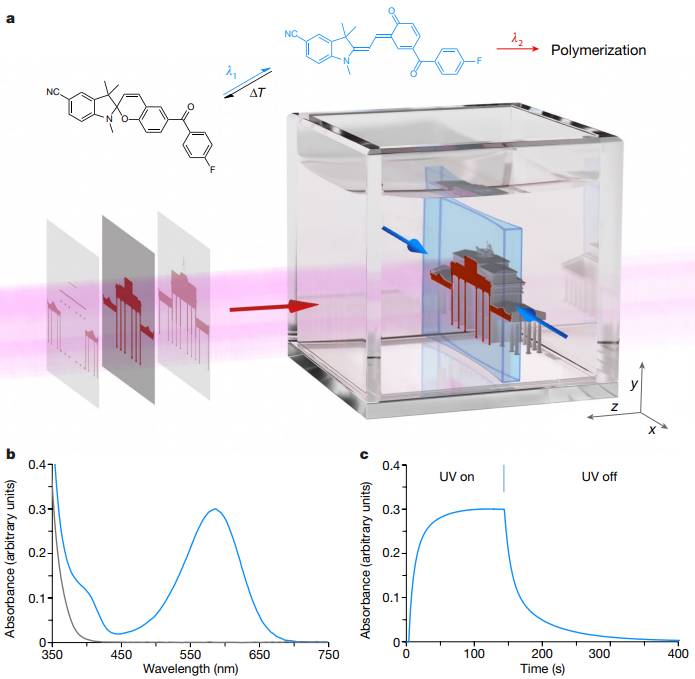
其他方法,如xolography或光片打印,采用双步光化学过程,虽然能够快速制造自由浮动的各向同性结构,但需要专用的光学系统或特殊的材料配方。而且,这些体积打印方法的分辨率通常与材料的透明度紧密相关,这就排除或限制了许多添加剂的使用,如细胞、颗粒材料和染料等,从而在实际应用中受到了一定的约束。
二、动态界面打印技术原理
(一)打印装置与界面形成
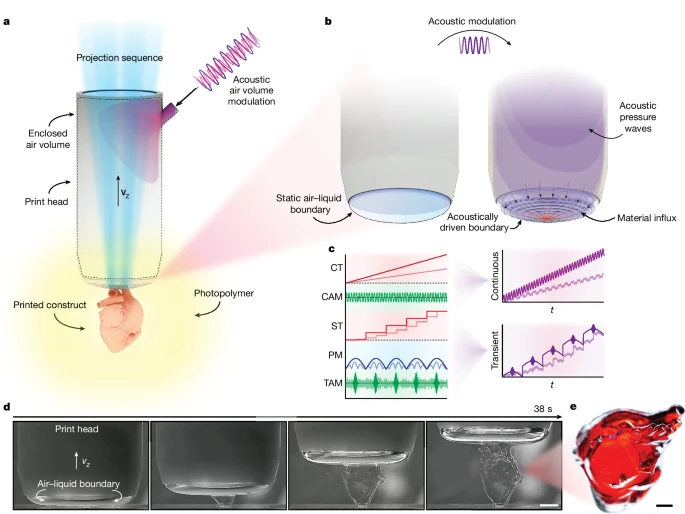
动态界面打印(DIP)技术采用了一种独特的打印装置。它使用的是一个底部开口、顶部用透明玻璃窗密封的空心打印头。当把这个打印头浸入液体预聚物溶液时,空气会被困在打印头内,从而在打印头的末端形成一个气液弯月面。这个弯月面至关重要,它就是DIP技术中的打印界面。在打印过程中,可见光(波长为405nm)从上方透过玻璃窗照射到这个界面上,使结构得以聚合。打印头内的空气压力可以进行调整,这样就能精确控制弯月面的位置和曲率,确保打印界面与焦平面共面。在准备打印时,二维投影会通过打印头轴向投射到弯月面上,这些投影与所需物体的三维区域相对应。随着打印头相对于打印容器的上升,整个物体在短短几秒内就能连续构建完成。
(二)凸切片算法
由于DIP技术的打印界面是弯曲的,这与传统立体光刻使用的平面打印界面有很大不同。因此,在打印之前,需要将3D数字模型转换为一系列符合界面轮廓的图像序列。这里就用到了凸切片算法。
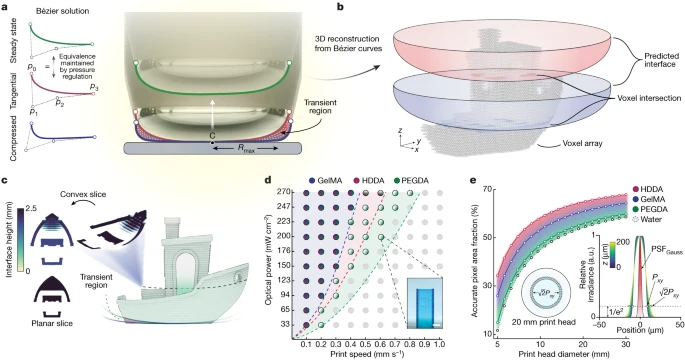
首先,通过Bézier曲线来近似求解Young-Laplace方程,从而确定界面的形状。具体来说,在初始压缩和后续过渡区域,使用Bézier曲线来计算稳态Young-Laplace方程,以此得到未压缩界面轮廓的近似值。对于中间压缩区域,则通过保持单轴变形下的体积等效性来近似计算。通过使用圆柱形打印头,可以将二维Bézier曲线解决方案绕打印头的中心轴旋转,从而计算出凸界面的三维形状。在打印过程中,投影序列是通过将输入几何形状的笛卡尔体素阵列与每个时间点对应的三维Bézier表面进行切片来确定的。这样的切片方案能够确保入射到弯月面上的二维投影能够准确生成所需的三维对象。
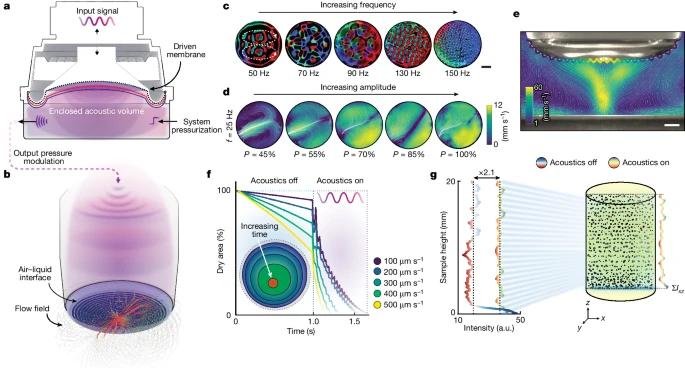
(三)声学调制
DIP技术的一个核心特征是能够通过声学调制来振动打印界面。这种声学调制的方式是直接操纵打印头内空气体积实现的。在实验中,使用了一个3英寸15W的音圈驱动器,它连接到一个封闭的3D打印歧管上,歧管包含进气口和出气口。音圈由一个商用放大器驱动,通过MATLABGUI发送指定波形,频率范围在1到500Hz之间,可以进行固定或瞬态的频率和振幅切换。
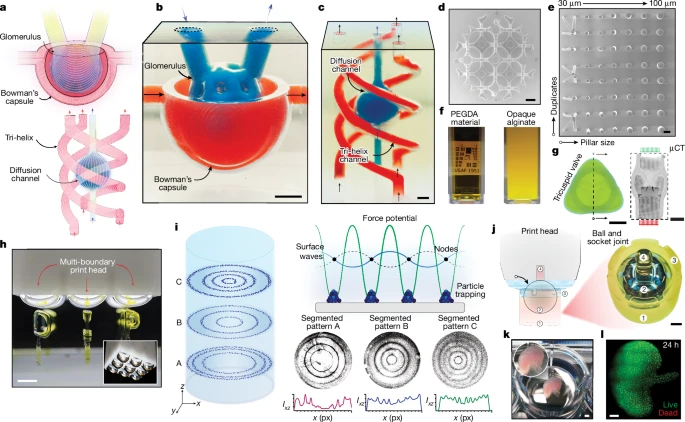
声学调制产生的振动有多种用途。一方面,它可以改善基于光的打印过程,通过在气液界面产生毛细管重力波,从而在下层流体中产生流动。这种流动能够增强材料传输,最终提高打印速度和精度。另一方面,声学调制还可以用于3D颗粒图案化。通过在打印过程中暂时停止,将界面缩回打印头内并施加声学激励,可以在底层结构的顶部表面形成流体动力势场,使颗粒根据频率和驻波节点位置迁移并聚集在节点位置,从而形成三维图案。
三、技术优势
(一)材料兼容性广
DIP技术展现出了广泛的材料兼容性,能够处理多种不同类型的材料。无论是软质材料还是与生物相关的水凝胶,都可以在该技术下实现快速打印。例如,在实验中,研究人员成功地使用DIP技术在1,6-己二醇二丙烯酸酯(HDDA)等硬质丙烯酸酯材料,以及聚(乙二醇)二丙烯酸酯(PEGDA)和明胶甲基丙烯酰基(GelMA)等常见的生物相关材料中进行打印。这意味着该技术在生物医学领域具有巨大的应用潜力,如制造生物组织模型、细胞支架等。
(二)打印速度快
与其他高速打印方法相比,DIP技术在打印速度上具有显著优势。它通过表面张力介导打印,并借助声学驱动流来进一步提高打印效率,能够实现约10
4
mm
3
min
-1
的体积制造速率。例如,在使用PEGDA水凝胶进行打印时,当光剂量达到270mWcm
-2
时,实现了大于700μms
-1
的线性打印速率,能够在几十秒内快速制造出厘米级的构造。这一速度超过了许多现有的打印技术,如计算轴向光刻和xolography等。
(三)灵活的打印能力
DIP技术在打印复杂结构方面表现出色,具备多种独特的打印能力。它可以在原位制造复杂结构,例如通过多次打印步骤,能够直接在原位实现多材料或多组件结构的套印。在实验中,研究人员成功制造了一个球窝关节,先打印插座外壳,插入10mm球轴承,再打印插座帽和杆。此外,该技术还能够对部分遮挡或完全不透明的材料进行打印。例如,研究人员使用一种通过pH值增加不透明度的降冰片烯功能化海藻酸钠材料,成功制造出了一个10mm高的海藻酸盐三尖瓣心脏结构。而且,通过设计打印头的几何形状,DIP技术可以实现对多个打印界面的控制和调制,如使用具有3×3阵列独立表面的打印头,成功制造出了“DIP”字母的并行结构。
四、实验验证
(一)不同材料的打印参数评估
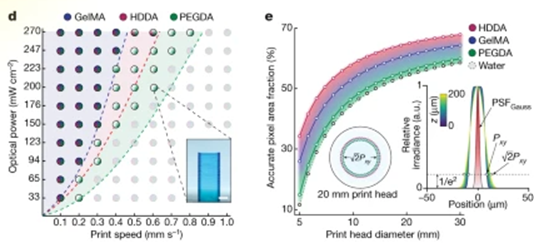
为了深入了解DIP技术在不同材料中的性能表现,研究人员对PEGDA、GelMA和HDDA三种材料进行了打印参数评估。在实验中,针对每种材料,测试了不同打印速度和光功率组合下的打印效果。对于每个组合,制作了三个尺寸为5×5×15mm
3
的样品。成功的打印结果被定义为具有清晰界定的结构和光滑的表面光洁度。实验发现,不同材料的最大打印速度不仅取决于光剂量,还与材料本身的特性有关。例如,PEGDA在较高光功率下(270mWcm
-2
)实现了较高的打印速度,而较低光功率(30-50 mWcm
-2
)虽然更适合生物制造,但仍能在几十秒内完成厘米级结构的打印。
(二)声学调制效果验证
研究人员通过一系列实验验证了声学调制在DIP技术中的效果。在研究声学调制对材料流入的影响时,观察到在声学激励下,材料流入边界的变化。
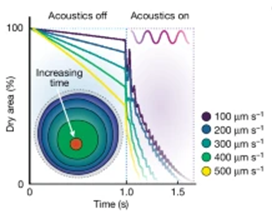
对于含有细胞的材料,声学调制能够减少细胞沉降现象,提高细胞在打印结构中的均匀性。
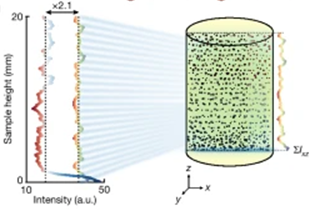
通过粒子图像测速(PIV)和计算流体动力学模拟,研究人员量化了声学调制产生的流体速度,发现声学调制能够显著提高流体速度,无论是在界面处还是在整体流体中,速度都有明显提升。这表明声学调制在增强质量传输方面发挥了重要作用,有助于提高打印结构的质量。





