
薄壁注塑对注塑机、模具、塑料均有要求。文章探讨薄壁的特性、经济效益及设备的设计。

简单的看法,当壁厚小于1mm时称为薄壁。更全面地,薄壁的定义与流程/壁厚比、塑料的粘度及传热系数均有关系。
从模具的主流道到成品最远一点的流程L,除以成品的壁厚t,称为流程/壁厚比。当L/t>150时,称之为薄壁。如流程的厚薄不一致,可分段计算如图1示。

PP的粘度因数是1。一次即弃饭盒的流程135mm,壁厚0.45mm,流程/壁厚比=300。PC的粘度因数是2。手机电池外壳的流程38mm,t=0.25mm,流程/壁厚比=152。乘上粘度因数是304,与饭盒的相若。
一般塑料的导热不良。为了增加散热效果或达到电磁波兼容性,一些外壳会采用高导热性的塑料。金属粉末亦属于高导热性的。

上式是注塑成品的冷却时间公式,其中t=壁厚,Tm=溶融温度,TW=模壁温度,T=脱模温度,α=塑料传热系数。L/t的定义要包括粘度因数及传热因数在内。
塑料的成本通常占了成品成本的一个大比数,如50-80%。薄壁有助降低这个比数。由于消费性电子设备如手机、MP3播放机、数码相机、掌上计算机的小型化及轻便化,有关的塑件设计便越来越薄。
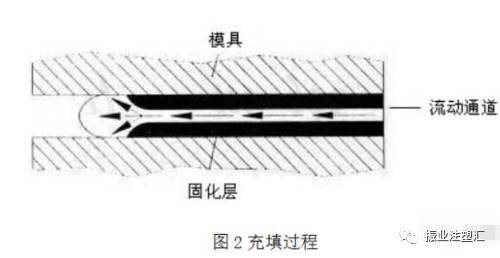
薄壁充填的本质
模壁是冷的,在熔融充填模腔时,模壁会成立固化层,因而降低可流动通道的厚度。这个情况在壁厚越薄时越严重。1mm壁厚有0.2mm厚的固化层,流动道通剩下0.6mm厚。0.5mm壁厚有0.2mm厚的固化层,流动道通剩下0.1mm厚。当充填未完成,流动通道因固化层过厚而消失的话,成品便填不满。
高速充填
薄壁注塑因此要求注塑机高速注射,在固化层不太厚时填满模腔。高的注射压力是不需要的。他只是弥补注射速度的不足,硬将熔融注入未填满的模腔。这不但增加了所需锁模力,高的内应力因此在成品里形成,在脱模后成品便变形。通用注塑机的注射速度在100mm/s左右,不能应付薄壁注塑。加大油泵能将注射速度提高25%。双泵注射则提高70%。
有厂家采用再生注射,以注射压力换取注射速度。当初段注射不需要高的注射压力时合用。注射速度能提高100%以上。
氮气瓶能将油泵的能量以压力的形式储存起来,在注射时释放,是正规的大幅提高注射速度的方法。以下将注射速度分为四类:低速200-300mm/s;中速300-600mm/s;高速600-1000mm/s;超高速1000-2000mm/s。国产注塑机能达到中速档次。
氮气瓶又称储能器。高压氮气储在橡胶囊内,而氮气瓶的剩余空间则充以高压的压力油。在注射时,压力油释放出来。氮气瓶是个基本上恒压的瞬间大流量动力源。氮气瓶只能提供瞬间的大流量,如0.5秒之谱,但对高速的薄壁注射是足够的。氮气瓶越大,压力则越恒定,储存的压力油越多。

低惯性注射
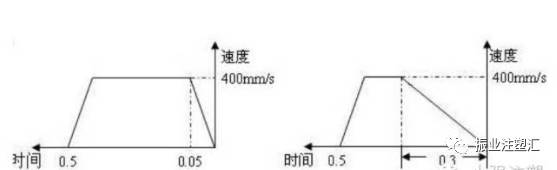
只是高速注射不能满足薄壁注射的所有要求。还要考虑的是高的加速及高的减速。注射开始时,螺杆是静止的。从静止到全速,如400mm/s,螺杆要加速。如整个注射时间只有0.5s,希望能在0.05s便达到全速,加速率超过8G。相反,如加速时间需要0.3s,是不合适的。原因是平均速度被低的加速拉低了。
忽略熔融粘度阻力的话,a=F/m。a是加速率,F是推力,m是质量。故薄壁注射还需要大的推力及小的质量。
时下的油压注塑机以双注射缸设计为主。注射时,注射后座及油马达亦往前走,质量不算低。顺带一提,常见的全电注塑机设计,在注射时,负责螺杆转动的电机亦是往前走的。单注射缸的设计,油马达在注射时不动,只有螺杆及注射缸的活塞及活塞杆往前,质量便下降了许多。
高刚性油路
压力油是有弹性的,在讲究0.05s加速时是要考虑的。大的油缸活塞面积、短的行程、短的油管均能降低弹性的影响。能用硬管取代软管时,油路的刚性亦会提高。
伺服阀
伺服阀的反应比一般比例阀要快。它能在充填满模腔后转保压时发挥最大效用。反应不及时便会溢料,成品产生毛边。

全闭环控制
伺服阀的采用,一般配合全闭环控制,可以做到注射速度、保压压力及背压压力的控制。全闭环控制监察有关的变量(速度或压力),与设置量有偏差时通知伺服阀更正。简单地说,全闭环控制提高了注塑的稳定性(重复性),降低废品率。
控制器
控制器,俗称电脑,要在模腔填满的瞬间发出注射完毕,转为保压的命令。当注射速度是400mm/s而允许电子尺偏差是0.1mm时,控制器只能有0.25ms的偏差。要求控制器对注射电子尺每0.1ms扫描一次。
如控制器采用“实时”控制,则不采用扫描,而在电子尺测出保压点已到时,产生中断,由控制器“即时”处理,亦能达到高稳定性的要求。
短注塑周期
边开模边顶出可以节省约一秒的周期时间。
机械结构
要达到四秒的周期,模板的开合要快及稳定(不产生震动)。采用比例阀开合模有制动的功能。高刚性的机架亦有帮助。模板的变型直接影响模腔的厚度。当壁厚是0.5mm时,模板变型要控制在0.05mm以下。故模板的刚性要高(适合的加强筋,适当的模板厚度),四柱空间不宜过大。
塑化能力
在四秒的周期内要做好塑化,要将螺杆的塑化能力提高或采用气动封咀来延长塑化时间。双螺纹设计能提高塑化能力。长的螺杆,长径比24-25,能增加吸热面积,亦有效增加塑化。特高的螺杆转速将螺杆表面速度提升到1m/s以上,对常用的PP料是没有负面的影响。气动封咀容许开合模时继续塑化,但注塑机要有两个动力源,如两个油泵才能达到。
模具
如注塑机的模板一样,模具的模板要厚,降低变型。高速注塑要做好排气。足够的排气槽、采用透气模具钢及抽真空都是方法。模具的加工精度要求很高,才能达到圆周或四壁的厚薄均匀。多腔模具的要求更高。模具都设有顶出及吹风装置,使脱模后的成品加速坠落,马上合模。
塑料
要采用高流动性的塑料。PP塑料的熔融指数(MI)有高达60(g/10min)的 ,如Basell的Moplen RP1086。很多成品采用PS/ABS的原因是要求PC的韧性及ABS的流动性,在薄壁注塑时亦宜采用。
综合整理:振业注塑汇 zy-plas
来源:振业注塑汇|专注于塑料行业服务,助力工厂改善致电:0755-28152581
第三届免喷涂塑料技术以及应用研讨会
7月15日. 宁波
主办单位:艾邦高分子
协办单位:中国塑料加工工业协会工程塑料专委会
支持单位:CMF军团、宁波模协、宁波汽配协会
媒体支持:高分子论坛 艾邦高分子 创享客文化传媒
主要议题(包含但是不限于以下主题):
1. 免喷涂高光模具的设计要点(拟邀请深圳市同益实业股份有限公司)
2. 免喷涂材料最新工艺(待定)
3. 免喷涂材料在汽车内外饰的应用(拟邀请吉利汽车)
4. 免喷涂材料在家电领域行业的应用案例(拟邀请九阳/奥克斯)
5. 免喷涂在汽车行业的应用案例(待定)
6. 转印、膜内贴等其他免喷涂工艺介绍(待定)
7. 免喷涂改性塑料的助剂(待定)
8. 免喷涂材料挤出加工的技术与应用(拟邀请桐乡市小老板特种塑料制品有限公司)
9. 高光黑(钢琴黑)色沙在免喷涂的应用(上海劲乘)
10. 免喷涂高性能材料的应用(拟邀请塞拉尼斯/日本尤尼吉可株式会社)
拟邀请企业类型:汽车、家电行业设计师,材料工程师,工艺专家,采购;改性塑料、颜料、色母,机械设备等企业。
添加我微信:15220260125,18666186648(微信电话同号),咨询论坛听众报名及赞助、主讲等事项。

点击阅读原文,在线报名










