生产方式对推拉式渗透泵(PPOP)片的物理性质和药物释放的影响
上海卡乐康包衣技术有限公司
(www.colorcon.com.cn)
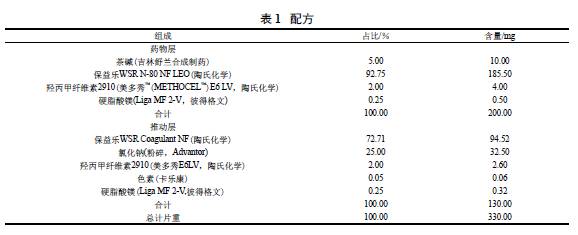
渗透泵产品的制备是比较困难的。这些产品中含有高用量的亲水聚合物,在药物层中起到容纳和夹带药物
的作用,而在推动层中可以产生极高的膨胀力将药物层从渗透泵片的释药孔推挤出去。在这些制剂中使用的主要
聚合物就是保益乐™(POLYOX™)( 聚氧乙烯)。聚氧乙烯是水溶性树脂,它可以快速地水化产生黏稠的凝胶。它
可以塑性形变,熔点低( 约68 ℃ ),有黏弹性。这些特征在我们试图使用通常的制粒和压片技术时会出现问题。
通常推拉式渗透泵产品使用醇- 水系统进行湿法制粒。乙醇的使用可以减少聚合物的水化和增加制粒后的均
匀性。因为聚合物的熔点低,制粒过程中的摩擦和产热会导致在混合过程中熔化形成团块。
1 实验方法
用4 种生产方式制备药物层和推动层。详细配方见表1。在推动层中使用不同颜色来从视觉上区分不同生产
方式制备的片剂。流化床制粒使用红色色素,高剪切使用蓝色色淀,干法制粒使用黄色色淀,直接压片使用黄色
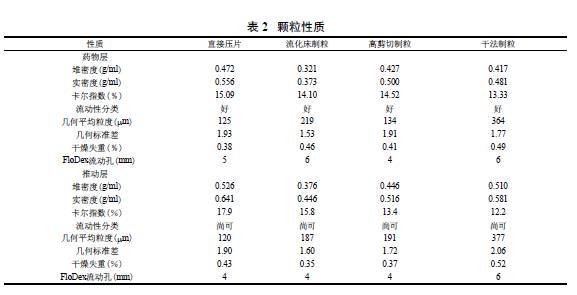
和蓝色色淀混合成的绿色。颗粒的特征包括堆密度和实密度、颗粒大小、干燥失重和流动性等,在每个过程之后
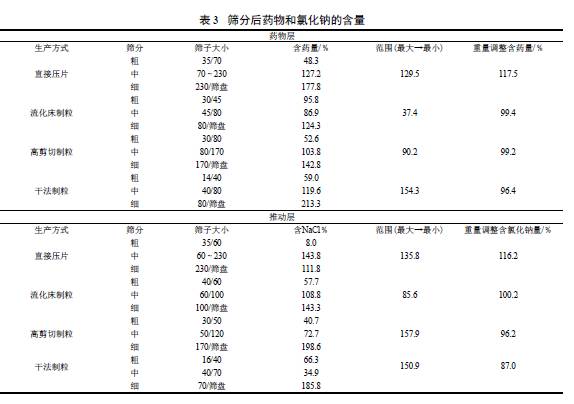
对药物层和推动层分别测定。在每一层中的药物和盐的含量也通过颗粒大小筛分来进行评估,每种混合粉末筛分
成粗、中、细三个不同的规格。
双层片在Piccola(SMI) 双层压片机上压制。药物层为先压的一层。每一过程都进行压片扫描。生产几圈之
后开始压制用于包衣的片芯。对片芯中的含药量及含盐量进行评估。每一种生产方式的片剂都生产两个包衣批次。
一个批次用于醋酸纤维素(CA):聚乙二醇(PEG) 为80 ∶ 20 的欧巴代®CA(Opadry® CA) 的包衣,另一个批次
用于90 ∶ 10 的比例。片芯用激光打孔,干燥后检测含量均匀度、释放度和溶剂残留。
2 结果和讨论
每一种生产方式制备的颗粒不同,粒度范围从120 ~ 377 μm,堆密度范围从0.321 ~ 0.526 g/ml,FloDex 粉
体流动性测量仪的流动口的直径为4 ~ 6 mm。通常药物层的颗粒粒度比用同一种方法制备的推动层的小( 表2)。
这可能是推动层中氯化钠的溶解度和保益乐较高的黏度造成的。干法制粒制得的颗粒最大。可能是由于配方中的
保益乐的高度的可压性。通常用于速释制剂的标准的滚轮压力产生出特别高的硬度的条带坯块。磨碎这些坯块产
生了大的颗粒。推动层和药物层相比有更高的密度,主要是这一层中含有氯化钠的原因。
筛分分析产生有趣的结果( 表3)。在每一案例中,含药量和含盐量的结果在筛分的粗颗粒里面都低,
而在细颗粒中都高。在流化床制粒中这种差异最小。药物的分层是推拉式渗透泵片需重点考虑的因素,因
为很多推拉式渗透泵制剂都是低剂量的产品。
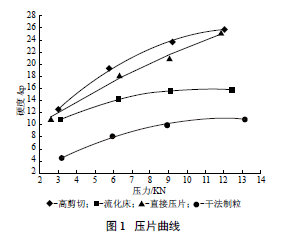
每一种生产方式的药物压片曲线如图1 所示。在4 种技术中,干法制粒制得的硬度最低。直接压片生产的
片重差异最小(RSD=1.38% ),而干法制粒的片重差异最大(RSD=2.34% )。这可能是因为干法制粒产生的颗粒
太大所致。含量均匀度也表现了同样的趋势。直压的RSD=1.0%,干法制粒的RSD=2.7%。
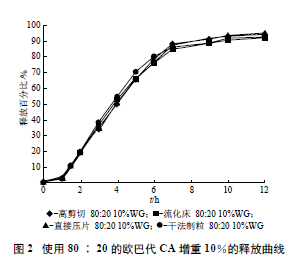
使用80 ∶ 20 的欧巴代CA10%增重包衣后的释放曲线见图2。用高剪切方式做参照计算相似因子。所有的
曲线都和高剪切结果相似:DC=97、FB=82、RC=74,干法制粒的相似因子的数值最低。这可能是由于片与片之
间药物含量和氯化钠含量的变化差异较大所致。与我们期望的一样,欧巴代CA 包衣增重高释放会更慢,而使用
PEG 含量低的配方,药物的释放速度也变慢。所有残留溶剂量( 乙醇和丙酮) 都小于20×10-6。
3 结论
f2 相似因子结果表明药物的释放能保持相当好的一致性,与颗粒和片剂特征的大幅度的变化无关。高剪切和
干法制粒以及粉碎过程对渗透泵配方来说是个挑战。需要注意优化这些过程来确保生产出可接受的产品。药物和
氯化钠的分离问题在配方压片时需要加以考虑。半透膜包衣增重和醋酸纤维素∶聚乙二醇比例可以用来调节药物
的释放。





