大飞机制造通常使用铝合金厚板材直接切削成机身、机翼、尾翼和蒙皮等部件,这要求铝板必须足够厚,而厚度超过6毫米的铝板内部会别着劲儿影响部件加工和使用,中国自主研制的1.2万吨张力拉伸机能够用来拉伸厚度250毫米的铝板,极大提高中国铝厚板生产能力。
出品| 网易新闻学院
作者| 陈俊宇,清华大学机械工程系博士研究生

今年5月,国产大飞机C919成功首飞。中国大飞机从无到有,克服了不计其数的技术难题,其中之一,就是航空级铝合金厚板(厚度大于6mm)的生产技术。
1
铝合金厚板生产技术曾长期被国外垄断
在大飞机的制造中,铝合金材料占有相当大比重:法国空中客车公司的 A380飞机铝合金材料占到61%,美国波音767客机铝合金材料约占到81%,而中国国产大飞机 C919 机体铝合金材料约占总重量的 70%。
航空级铝合金厚板材主要用于生产飞机的机身、机翼、尾翼和蒙皮等部件。这些部件通常采用高强度铝合金厚板直接铣削加工而成,以达到降低制造成本、减轻机身质量和便于管理的目的。如果铝板不够厚,根本就没法切削出来这些大个的零件。
C919需要的厚板最厚的达到200mm,同时还要满足耐腐蚀、强度高、耐疲劳、尺寸稳定、容易进行机械加工(抛光、切削等等)等等性能要求,技术门槛极高,全世界能搞定的国家没几个,中国制造大飞机过程中,面临着美国、德国等对铝合金厚板生产技术的垄断。
2
铝板太厚里面别着劲儿,拉伸机生产能力制约厚板生产能力
铝合金厚板从生产工艺上可以分为铸锭热轧厚板和铸造厚板,其中铸造厚板的厚度基本上可以不受限制(最大厚度达到1.2米),但热轧厚板经过轧制过程后力学性能更优,因此航空产品一般都使用铸锭热轧厚板。不过,热轧厚板的厚度不能超过250mm,否则会造成铸造组织无法全部变成热轧组织。
铸锭热轧厚板典型的生产工艺流程为:原料—铸造—铸锭铣面—热轧—固溶处理—淬火—拉伸—锯切。由于淬火时板材内外部温度相差太大,所以当铝厚板超过6mm后,会形成较大的淬火残余应力。
具体地,固溶时材料温度很高,进入淬火环节时环境温度骤降,表面先受冷收缩,内部来不及收缩时就会收到来自外壳的压力,相应的外部也因为内部顶着而受到拉力,此时是“外拉内压”的状态;而随着温度进一步降低,内部降温过程也随之完成,但由于要填满外壳早早变硬后留下的较大的空间,板材内部不得不被拉伸变大,而由于相互作用力,外部会同时受到来自内部使之收缩变小的力,最后就表现为“外压内拉”的应力状态。
(铝厚板的热轧过程)
厚板淬火残余应力对板材的性能有两方面的影响:
在加工上,对有残余应力材料的一部分进行切削等机械加工时会打破最初的残余应力平衡,达到新的残余应力格局,去掉固定用的夹具后就会发生变形。例如对淬火厚板进行大平面的铣削加工时,由于残余应力为外压内拉,外圈被压着想要膨胀,内芯被拉着想要收缩,加工完的平面取下来就会成凹陷状;在延展性低的超硬铝中,若残余应力特别高,在锯切加工时还可能产生断裂。
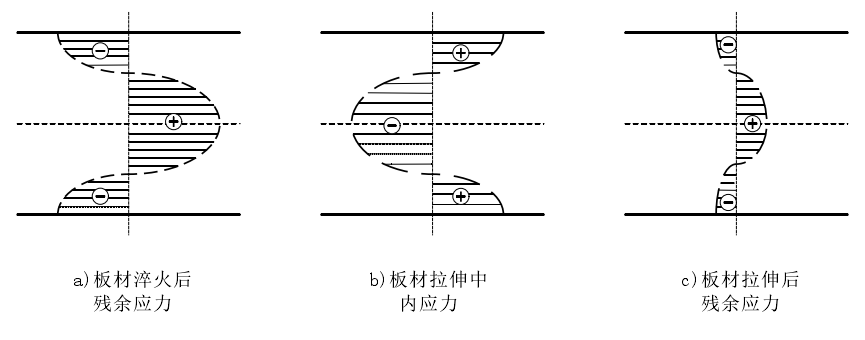
(铝合金板材拉伸前后应力分布图 丁华锋,2016)
在使用中,这种内部别着劲儿的情况对铝合金的应力腐蚀开裂、疲劳特性以及断裂韧度有明显影响,拉伸应力有害,压缩应力有利,但是一个零件如果不受外部施加的力,其内部只要有压应力就会有相应的拉应力来平衡,一旦有拉应力就会容易坏,容易产生缝隙、发生断裂。航空工业中一般要求铝合金板材内的淬火残余应力不高于 30MPa。
为了降低铝合金厚板内部的残余应力,铝合金板材在淬火后,需要通过拉伸机施加1%~3%的拉伸变形。板材内部本身便受拉力,再加上外加的拉力很容易被拉伸到塑性变形区间,内部发生了永久的塑性变形;由于外部本身受压力,外加拉力之后效果有一部分被抵消,其发生的永久塑性变形较小或只发生了可以恢复的弹性变形。在拉伸结束后,由于内部相对外部被拉大,原有的内拉外压的应力就减小了。
(张力拉伸机拉伸铝厚板工作过程)
铝合金板材越厚,其内部淬火残余应力幅值越大,进行拉伸工艺所需的拉伸力也越大,对厚度达到 200mm 的铝合金厚板进行拉伸所需的拉伸力将达到 1万吨,而此级别的大型张力拉伸机不仅技术指标高、价格昂贵而且属敏感产品,投资巨大且难以引进。
大多数铝合金厚板都要预拉伸,拉伸机生产能力决定了企业厚板的生产能力。2011年前,只有美国、德国、俄罗斯曾经制造过万吨级的张力拉伸机。

(德国西马克集团梅尔公司SMS Meer制造的张力拉伸机)
3
国产1.2万吨张力拉伸机诞生,铝合金厚板生产不再受制于人

(国产1.2万吨张力拉伸机)
2011年11月,中国自主研制的12000吨航空级铝合金板材张力拉伸机在年产5万吨铝合金厚板生产线成功投产,可生产宽4m、长30m、厚250mm 的各种铝合金厚板。
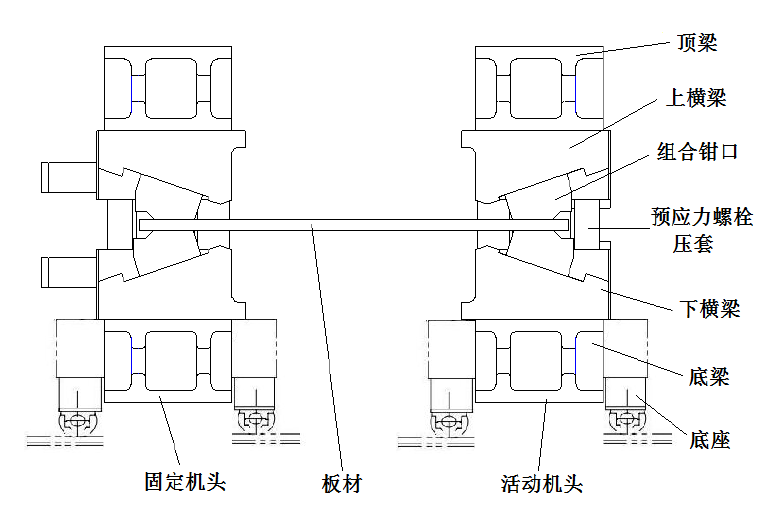
万吨张力拉伸机机组总重约3900吨,高度近12米,由机械设备、液压控制系统、电气控制系统、检测监控系统、润滑与气动系统等组成。其中机械设备又由活动机头、固定机头、机架梁本体总成、主拉伸缸装置、辅助设备等组成,其吨位重、体积大、形状复杂、制造困难,在技术上有以下特点。
中国基建的快速发展,对混凝土技术的需求十分迫切,这促使中国在高性能泵
铝合金材料本身含有少量的夹杂物、孔洞和微裂纹等缺陷以及拉力不均匀等等原因,导致铝合金板材在拉伸过程中不可避免地会发生拉断,瞬时的巨大惯性冲击力如果不能有效缓冲会对装备产生严重的危害。
传统的张力拉伸机在拉伸过程中固定机头和活动机头分别夹紧待拉伸材料的一侧,固定机头由插销或者挂钩通过横梁与基础联接,另一端的活动机头通过油缸或者其他动力装置驱动,相对固定机头实现位移来实现材料的拉伸。这种拉伸机的拉伸力最终作用到基础上,当拉伸外载荷突然消失时,瞬间释放的能量对设备产生的冲击力也会对设备的基础产生破坏,所以对设备的基础要求很高。仅适合于小型拉伸机,对于拉伸力超大的拉伸机很不适用。
为了解决这些问题,万吨拉伸机机头上安装有辅助承重和对中装置,使板材准确夹持在机头的中间位置,防止拉伸中发生偏移,保证拉伸板材质量。钳口部分增加了缓冲过渡装置,断带冲击时能吸收能量,保护设备安全。拉伸机采用设备整体浮动方式,机头通过底座安装在导轨上,通过一个新增的复位装置与基础连接,起到缓冲作用。